Kaynak Sembolleri Açıklandı: Diyagramlarla Tam Liste
Kaynak sembolleri yabancı bir dil gibi görünebilir, ancak makine mühendisliği dünyasında etkili iletişim için bu sembollere hakim olmak çok önemlidir. Bu blog yazısında, deneyimli bir makine mühendisi bu karmaşık sembollerin gizemini çözecek ve bunları projelerinizde güvenle yorumlayıp uygulayabilmeniz için size bilgi sağlayacaktır. Kaynak sembollerinin sırlarını çözmeye ve mühendislik becerilerinizi yeni zirvelere taşımaya hazır olun!
Bu standart, kaynak sembollerini sunma yöntemini ana hatlarıyla belirtir. Hem metal eritme kaynağı hem de direnç kaynağı için geçerlidir.
2. Normatif Referanslar
GB/T 5185: Metal Kaynak ve Lehimleme Yöntemlerinin Çizimlerde Gösterilmesi
GB/T 12212: Teknik Çizimler - Boyutlar, Oranlar ve Kaynak Sembollerinin Basitleştirilmiş Gösterimi
3. Temel Gereksinimler
3.1 Kaynak Tipinin Açıkça Gösterilmesi
Kaynak sembolü yapılacak kaynağın türünü açıkça belirtmeli ve aşırı notlar içermemelidir. Kaynağın gösterimi, bir kaynak grafiği yöntemi veya bir kaynak sembolü açıklama yöntemi kullanılarak olabilir. Kaynak sembolü işaretleme yöntemi genellikle tercih edilir, ancak belirsizse veya grafik yöntemi daha basitse, bunun yerine kullanılabilir.
3.2 Kaynak Sembollerinin Bileşenleri
Kaynak sembolü temel bir sembol ve liderden oluşur ve gerekirse yardımcı sembol, tamamlayıcı sembol ve kaynak boyutu sembolü gibi ek semboller eklenebilir. Grafik sembollerin ölçeği, boyutu ve gösterim yöntemi GB/T 12212 ile uyumlu olmalıdır. GB/T 12212'de yaygın olarak kullanılan grafik yöntemleri için Ek C'ye (normatif ek) bakınız.
3.3 Kaynak Boyutunun ve İşleminin Gösterilmesi
Profesyonel standartlar kaynak boyutunu ve işlemini belirttiğinde, bunlar kaynak sembolünde belirtilmelidir. Çizim üzerinde işaretlenen kaynak yöntemi Ek B'ye (normatif ek) uygun olmalıdır. Çapak alma, taşlama veya kesme gibi kaynak sonrası işlemler teknik gerekliliklerde belirtilmelidir.
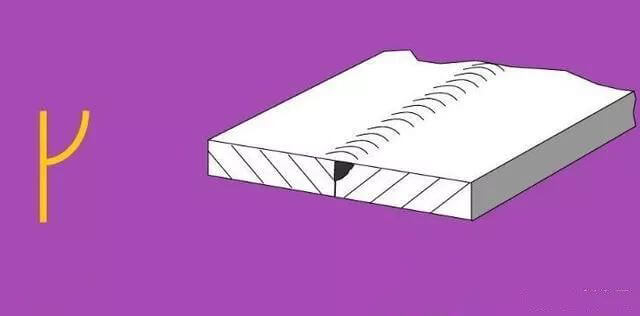
I. Kaynak Dikişi Örtüşmesinin Temel Biçimleri
1. Alın Eklemi
2. Örtüşme
3. Dik Açılı Bağlantı
4. T Şeklinde Mafsal
5. Konik Mafsal:
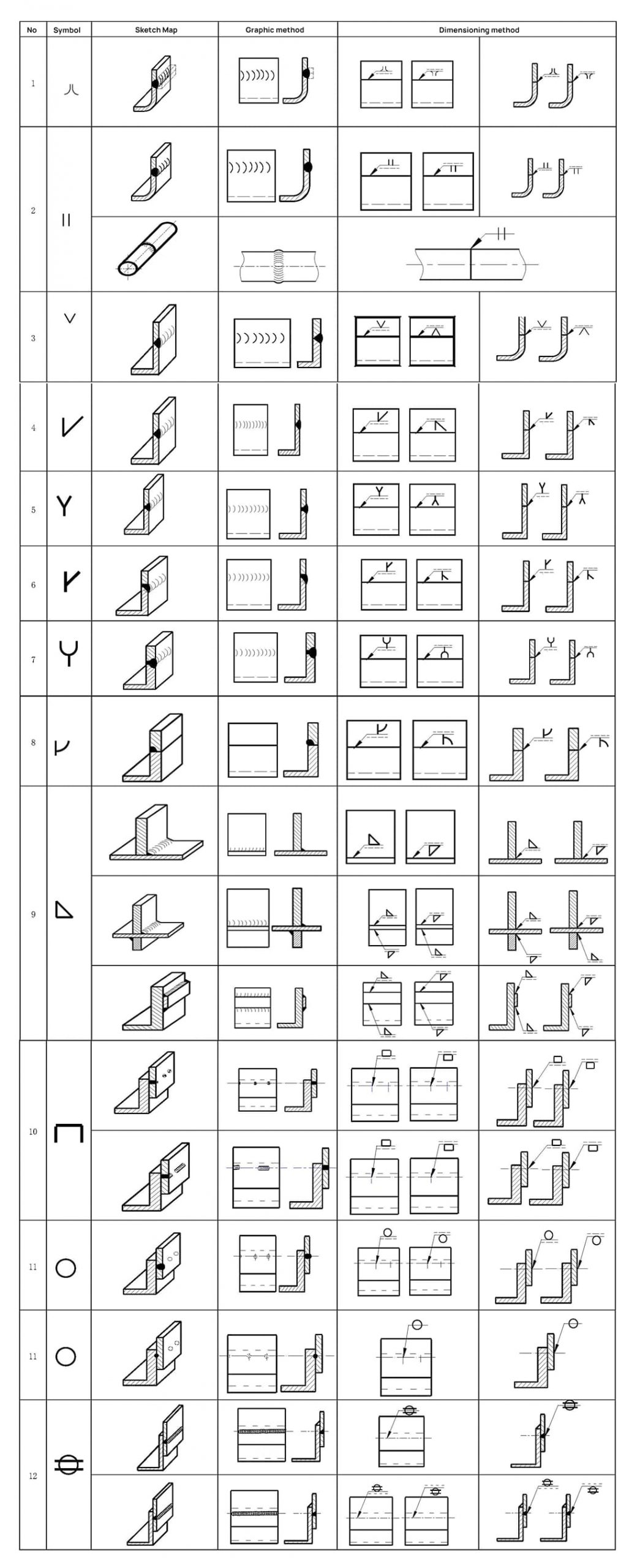
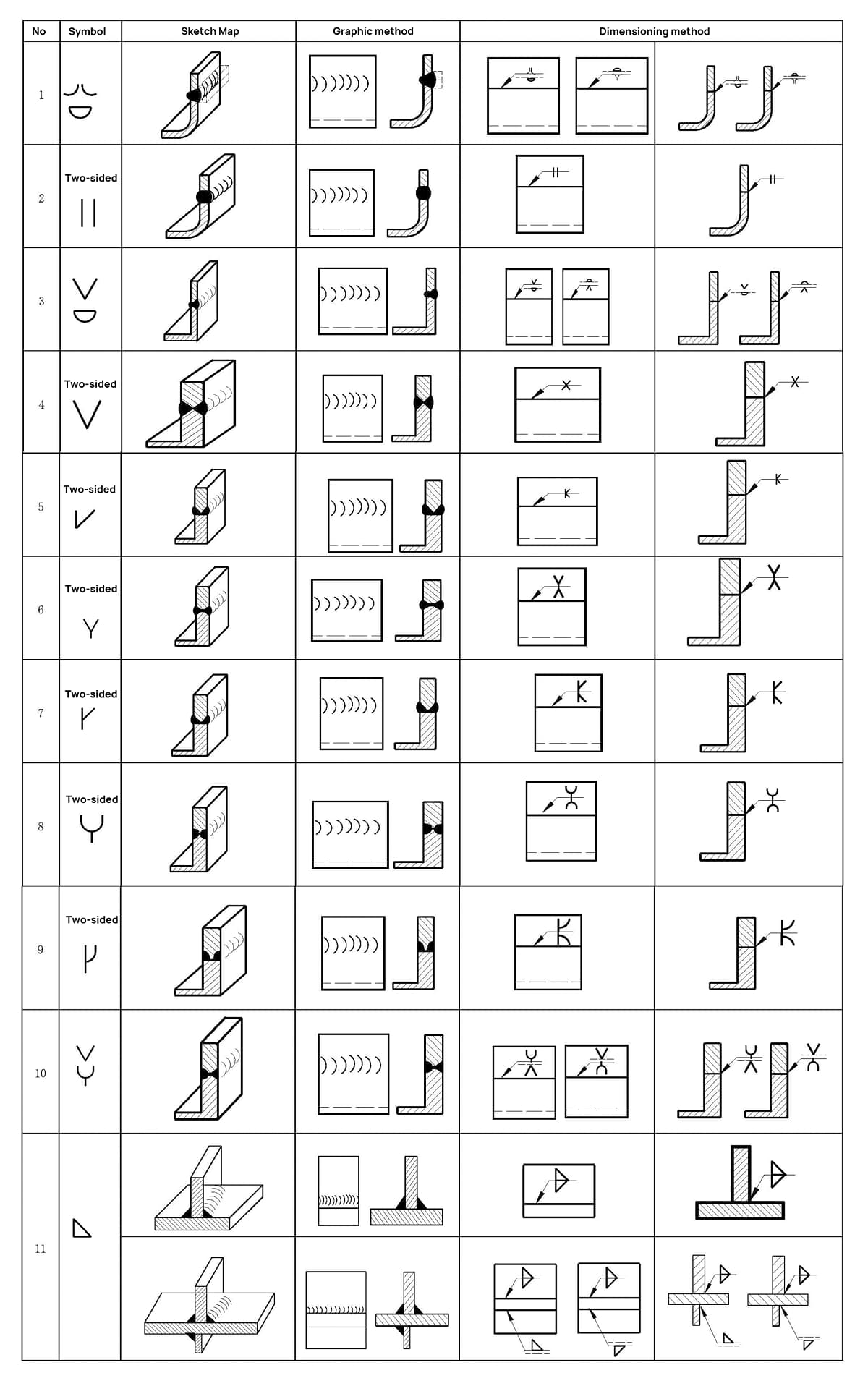
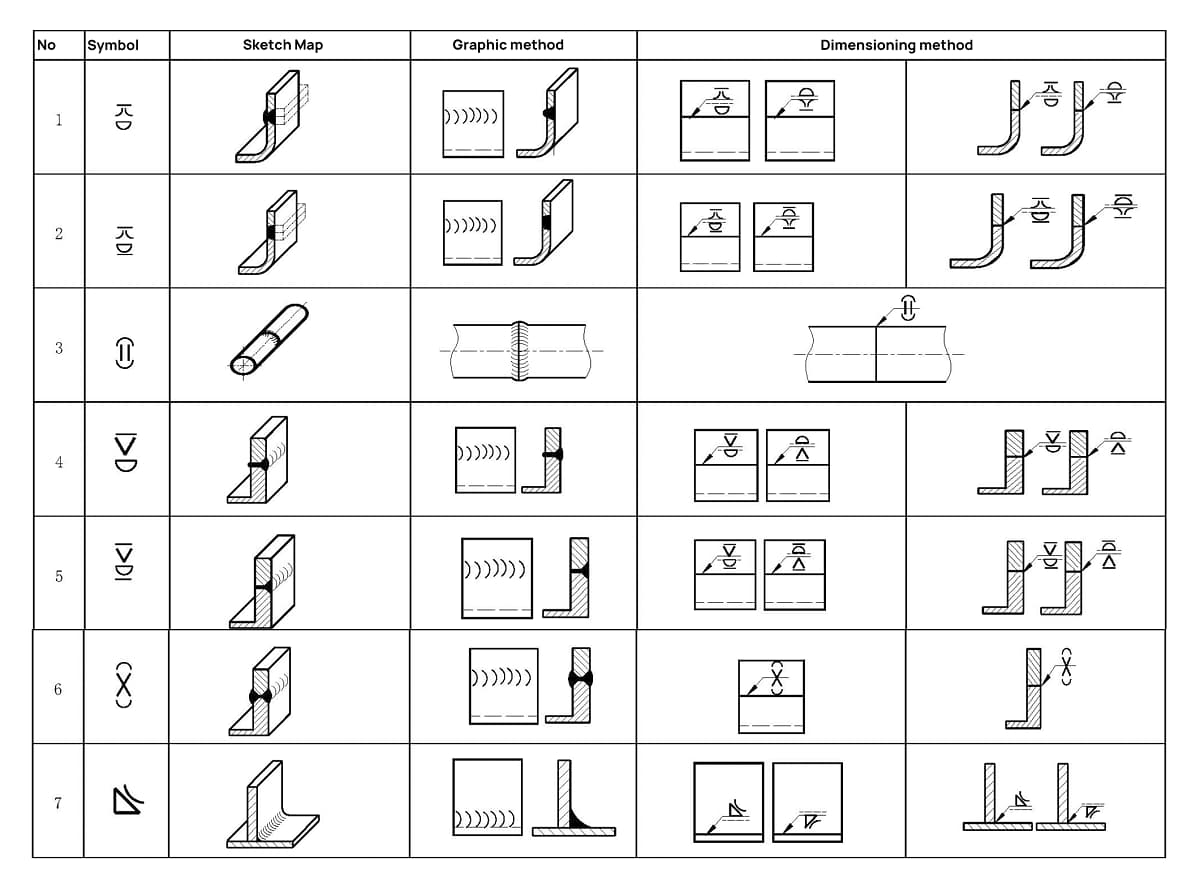
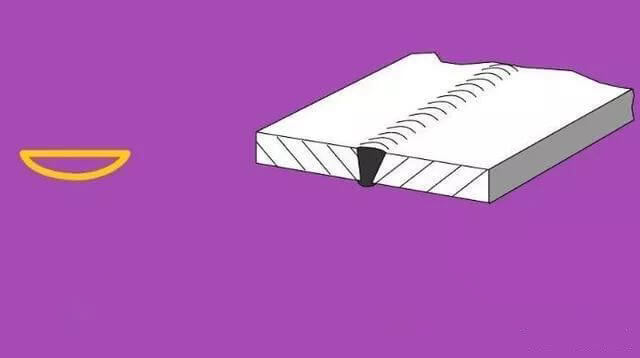
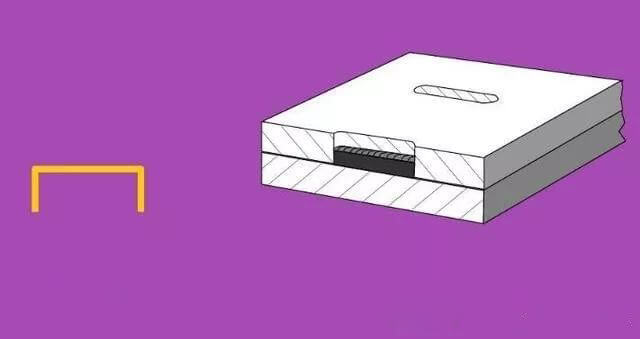
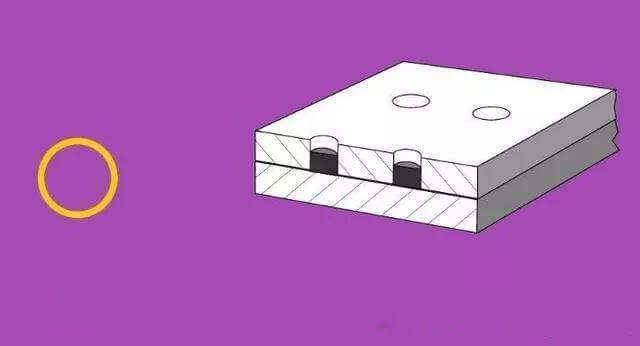
II. Kaynak Dikişlerinin Temel Kırılma Şekilleri
Hayır.
Şematik Diyagram
Eğimli Form
Kaynak sembolleri
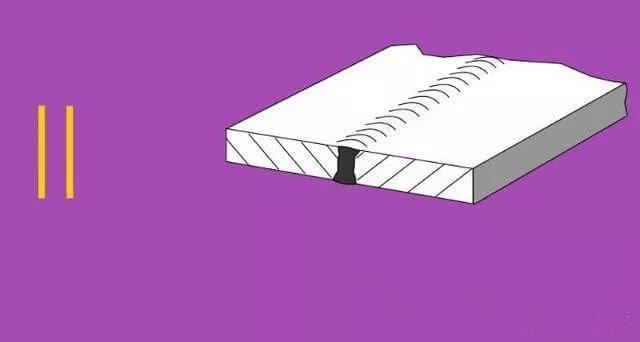
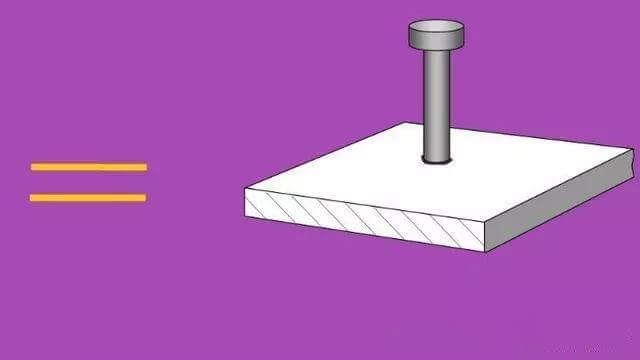
1
I-şekilli Oluk
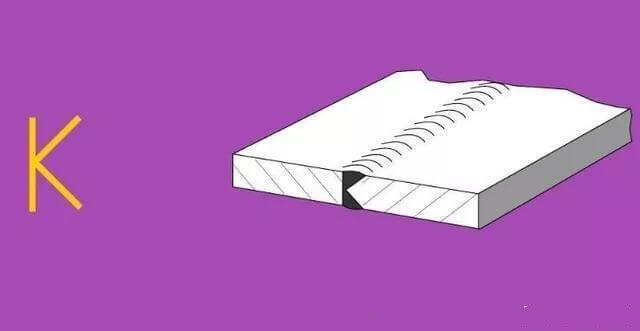
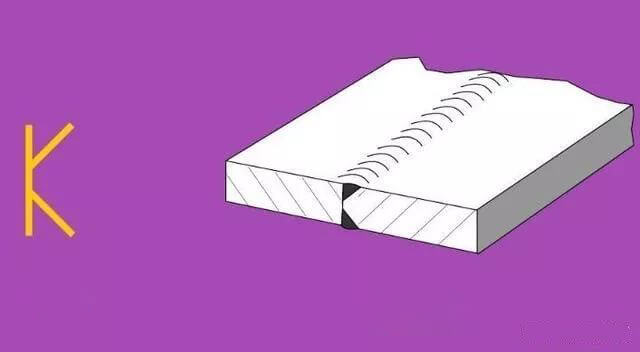
2
K Şeklinde Oluk
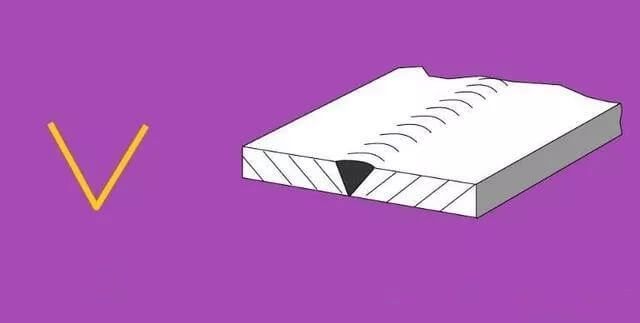
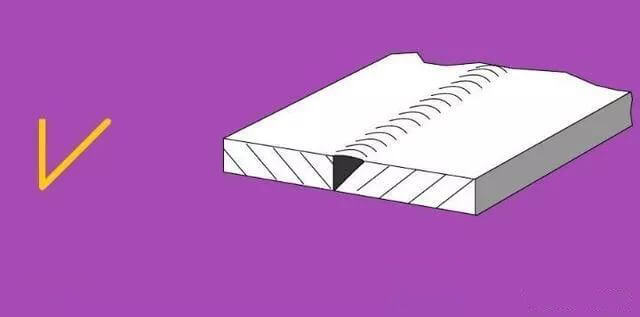
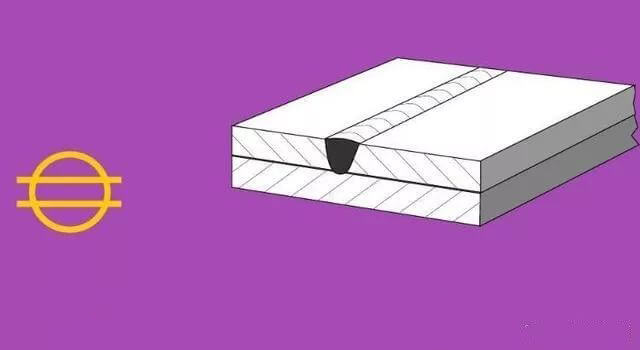
3
V Şeklinde Oluk
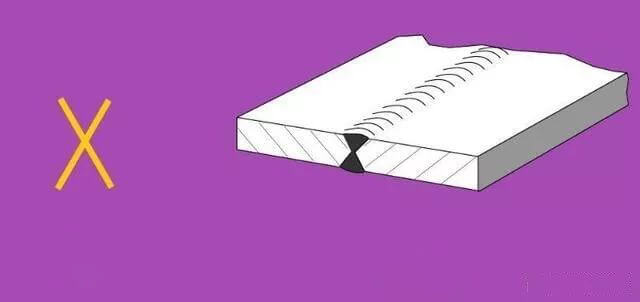
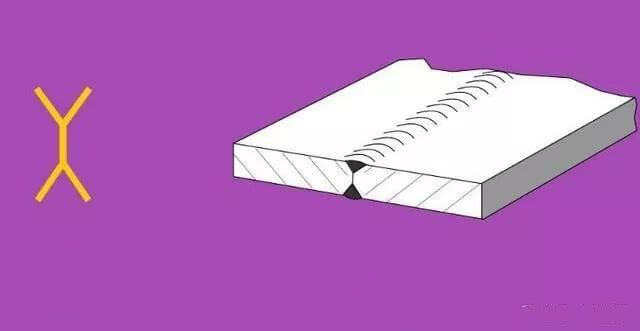
4
X-şekilli Oluk
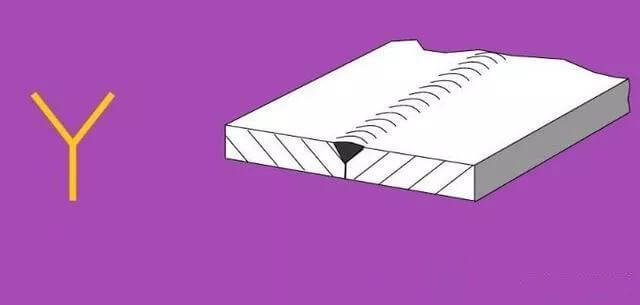
5
Y Şeklinde Boşluk
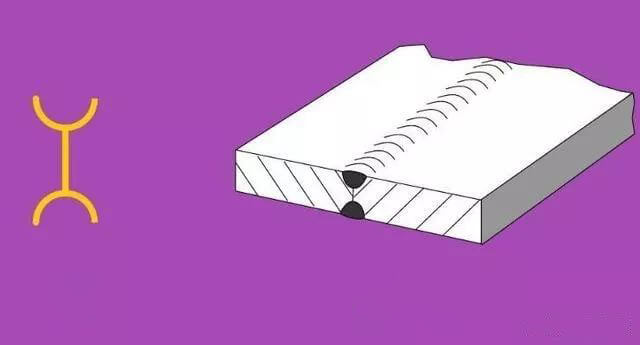
6
X şeklinde (saf kenarlı)
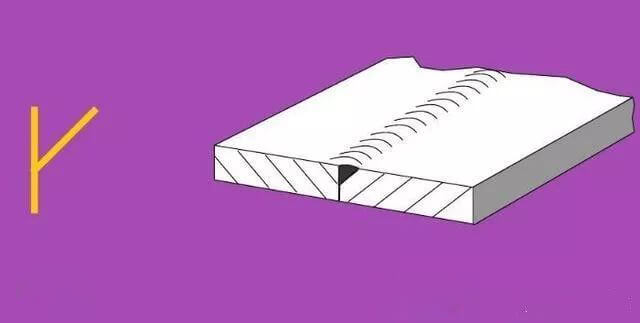
7
Eğik V Şeklinde Boşluk
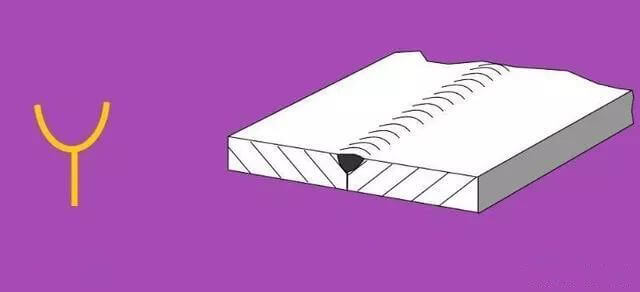
8
Eğik Y Şeklinde Boşluk
9
Örtüşme (üç taraflı kaynak)
10
U Şeklinde Boşluk
11
Tek Taraflı U Şeklinde Mola
12
Punta Kaynağı
13
Düzensiz Mola
14
Düzensiz Mola
15
Düzensiz Mola
III. Kaynak Sembolleri
1. Kaynak Sembollerinin Tanımı
Kaynak sembolleri, kaynak gereksinimleri hakkında ayrıntılı bilgi iletmek için mühendislik çizimlerinde kullanılan standartlaştırılmış gösterimlerdir. Bu semboller kaynak yöntemlerini, kaynak formunu, kaynak boyutunu ve imalat süreci için gerekli diğer teknik ayrıntıları gösterir.
2. Kaynak Sembollerinin Bileşenleri
Kaynak sembolleri, her biri ayrıntılı kaynak talimatlarının iletilmesinde belirli bir amaca hizmet eden çeşitli unsurlardan oluşur:
(1) Kaynak Sembolleri
Temel Semboller: Köşe, oluk veya nokta kaynakları gibi kaynağın enine kesit şeklini temsil eder.
Tamamlayıcı Semboller: Kaynağın kontur (örn. düz, dışbükey, içbükey) gibi ek özelliklerini belirtin.
Ek Semboller: Bitiş sembolleri veya alan kaynak sembolleri gibi kaynak özellikleri hakkında daha fazla ayrıntı sağlayın.
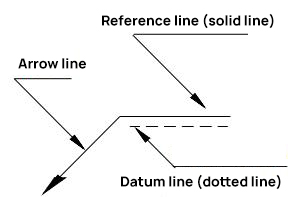
(2) Referans Hattı
Referans çizgisi, kaynak sembolü yapısının temel bir parçasıdır ve şunlardan oluşur:
Ok Hattı: Kaynağın yapılacağı yeri işaret eder.
Referans Hattı: Kaynak sembollerinin ve boyutlarının yerleştirildiği yatay bir çizgi.
(3) Kaynak Boyutu Sembolleri
Bu semboller, köşe kaynağının boyutu veya yivin derinliği gibi kaynağın boyutlarını belirtir.
3. Çizimlerde Kaynak Sembollerinin Standart Konumu
Kaynak Sembollerinin Temel Açıklama Formatı
Amerikan Kaynak Topluluğu (AWS) veya ISO tarafından sağlananlar gibi kaynak sembolleri için standartlar, kaynak sembollerinin, boyut sembollerinin ve boyut değerlerinin referans çizgisine yerleştirilmesi için kesin kuralları belirler. Bu standartlara uyulması, kaynak diyagramlarında netlik ve tutarlılık sağlar.
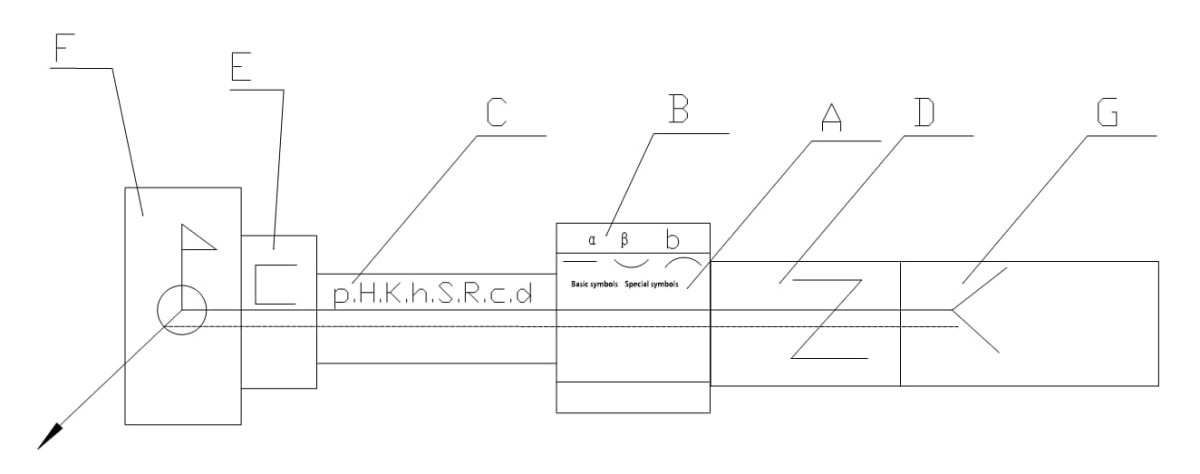
Semboller ve sayısal değerler referans çizgisine göre yedi farklı bölgede (A~G) konumlandırılmıştır. Bu bölgeler, ok çizgisinin yönünden bağımsız olarak konumlarında sabit kalırlar. Bölgeler aşağıdaki gibi tanımlanmıştır:
A Bölgesi: Ana İşlevsel Alan
İçerik: Temel semboller, özel semboller, destek şeridi sembolleri ve yardımcı sembollerde düzlem, dışbükey ve içbükey sembolleri.
B Bölgesi: Tamamlayıcı İşlevsel Alan
Konum: A Bölgesinin üstünde veya altında.
İçerik: Oluk açısı (α), oluk yüzey açısı (β) ve kaynak boyutundaki kök boşluğu (b).
C Bölgesi: Temel Sembolün Sol Tarafı
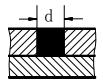
İçerik: Küt kenar (p), oluk derinliği (H), kaynak açısı boyutu (K), takviye (h), etkin kaynak kalınlığı (S), kök yarıçapı (R), kaynak genişliği (C) ve füzyon çekirdek çapı (d) gibi kaynak kesiti üzerindeki boyut sembolleri ve değerleri.
D Bölgesi: Temel Sembolün Sağ Tarafı
İçerik: Kaynak bölümlerinin sayısı (n), kaynak uzunluğu (l) ve kaynak aralığı (e) gibi kademeli kaynak sembolleri ve kaynağın boylamasına boyut değerleri.
E Bölgesi: Üç Taraflı Kaynak Sembolleri
İçerik: Ek sembollerde üç taraflı kaynak sembollerini işaretler.
F Bölgesi: Saha Kaynak Sembolleri
İçerik: Saha kaynak sembollerini ve çevresindeki kaynak sembollerini ek sembollerde işaretler.
G Bölgesi: Kuyruk Sembolleri
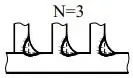
İçerik: Ek sembollerde kuyruk sembollerini işaretler. Kuyruk sembollerinden sonra, özdeş kaynak sayısı (N), kaynak yöntemi kodu, kaynak kalitesi ve muayene gereklilikleri gibi ek bilgiler not edilir.
4. Yaygın Kaynak Yöntemlerinin Çizimlerde Gösterim Kodları
Aşağıdaki tabloya bakın (not: tablo sorguda verilmemiştir).
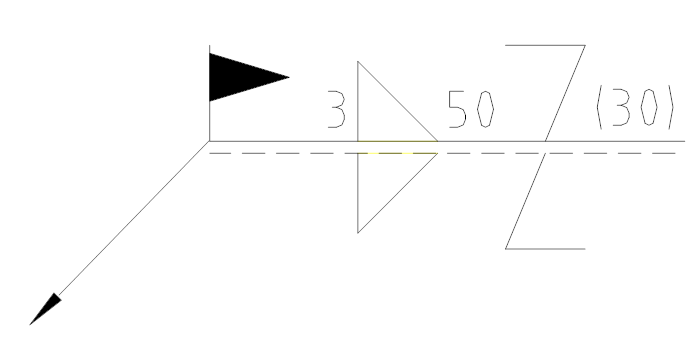
Gösterge: Kaynak yüksekliği 3, kademeli kaynak, kaynak dikişi uzunluğu 50, aralık 30, saha kaynağı gereklidir.
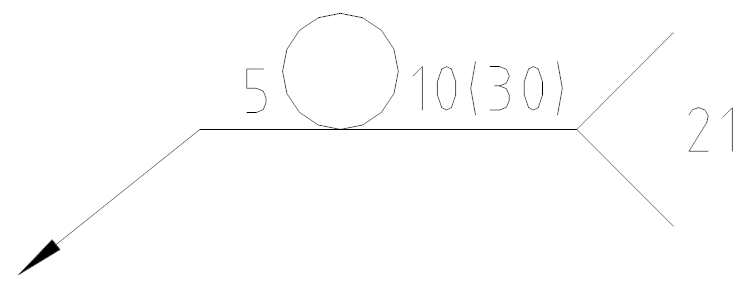
Örnek 2:
Açıklama: Nokta kaynak çapı 5, nokta kaynak sayısı 10 ve aralık 30'dur.
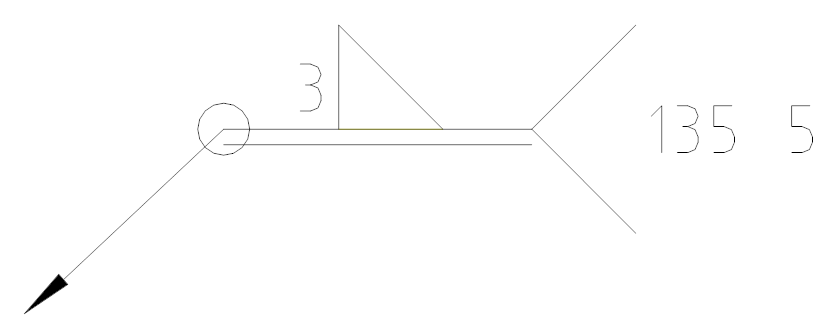
Örnek 3:
Gösterge: Kaynak yüksekliği 3'tür ve etrafı tam kaynaklıdır. Bağlantı CO kullanılarak yapılmıştır2 Toplam 5 lokasyonda gaz korumalı kaynak.
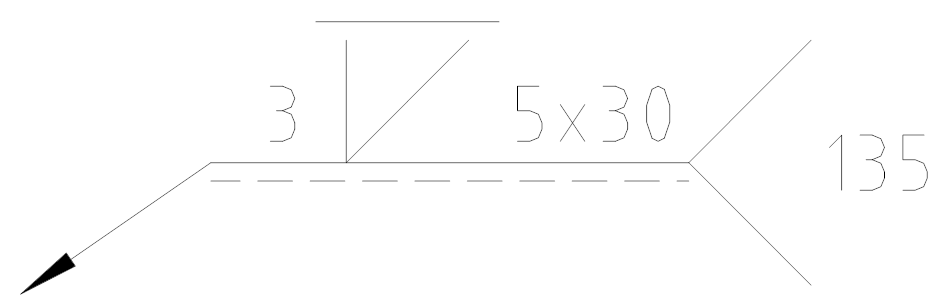
Örnek 4:
Gösterge: Kaynak yüksekliği 3, eğimli V-oluklu, kaynak yüzeyi düz taşlanmış, kaynak uzunluğu 30, toplam 5 segment ve kaynak CO2 gaz korumalı kaynak.
6. Temel semboller
Temel sembol, Tablo 1'de gösterildiği gibi kaynağın enine kesit şeklini temsil eder.
Tablo 1 Temel Kaynak Sembolleri
Seri No
Sembol adı
Kroki Harita
Kaynak sembolü
1
Haddelenmiş kenar kaynağı (tamamen eritilmiş haddelenmiş kenar)
Not: tam olarak eritilmemiş haddelenmiş kenar kaynağı I-şekilli kaynak sembolü ile gösterilir ve Tablo 7'de gösterildiği gibi etkin kaynak kalınlığı S eklenir
V şeklindeki kaynağın arkasının alt kısmında bir destek plakası olduğunu gösterir
2
İş parçasının üç tarafında kaynak vardır ve kaynak yöntemi manuel ark kaynağıdır
3
İş parçasının etrafına sahada kaynak yapmak anlamına gelir
IV. Kaynak Sembollerinin Çizimlerdeki Konumu
1. Temel gereksinimler
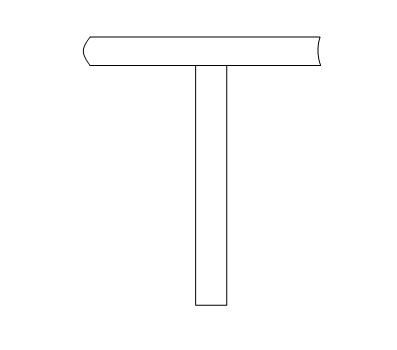
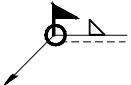
Tam kaynak gösterim yöntemleri temel sembol, yardımcı sembol, tamamlayıcı sembol, lider, boyut sembolü ve verilerden oluşur. Lider çizgisi, Şekil 1'de gösterildiği gibi, bir ok lider çizgisi (ok çizgisi olarak da bilinir) ve düz bir çizgi veya noktalı bir çizgi olabilen bir referans çizgisinden oluşur.
Şekil 1 Lider hattı
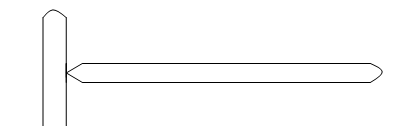
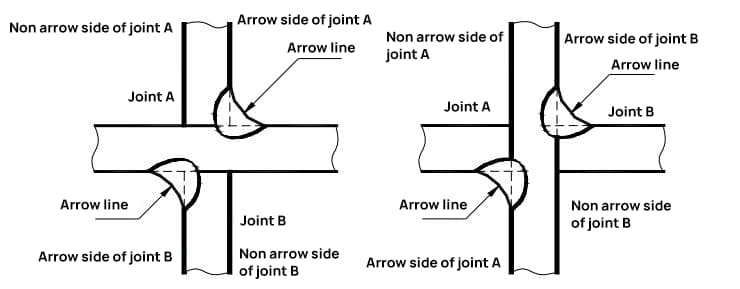
2. Ok çizgisi ve kaynak bağlantısı arasındaki ilişki
Ok çizgileri ve eklemler arasındaki ilişkiyi tanımlamak için iki terim kullanılır:
a. Konektörün ok tarafı;
b. Konektörün ok olmayan tarafı.
Bu iki terimin açıklaması için Şekil 2 ve 3'e bakınız.
(a) Ok tarafında kaynak dikişi
(b) Kaynak dikişi ok olmayan taraftadır
Şekil 2 Tek köşe kaynaklı T-mafsal
Şekil 3 Çift köşe kaynağının çapraz bağlantısı
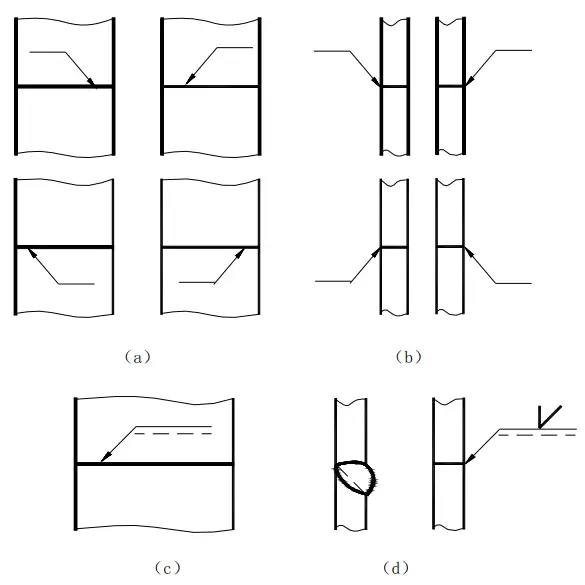
3. Ok konumu
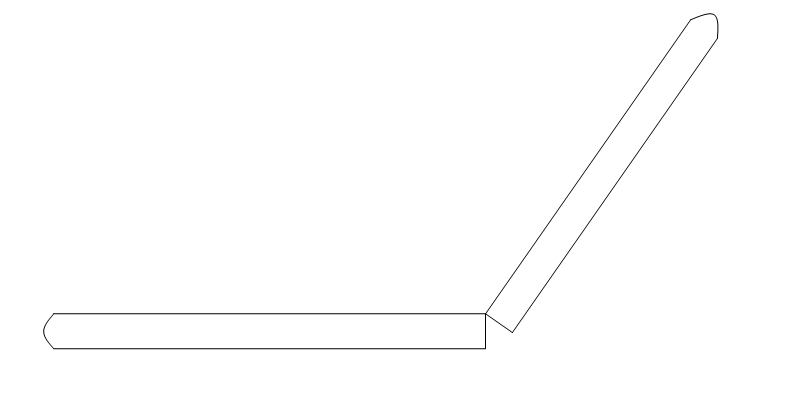
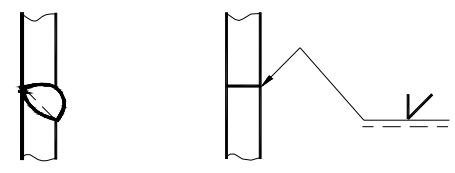
Genel olarak, Şekil 4(a) ve (b)'de gösterildiği gibi, ok çizgisinin kaynağa göre konumu için özel bir gereklilik yoktur. Ancak, tek taraflı V şekilli, küt kenarlı tek taraflı V şekilli ve J şekilli kaynaklar işaretlenirken, ok Şekil 4(c) ve (d)'de gösterildiği gibi oluklu iş parçasına doğru bakmalıdır. Gerekirse, Şekil 5'te gösterildiği gibi ok çizgisinin bir kez bükülmesine izin verilir.
Şekil 4 Ok çizgisinin konumu
Şekil 5 Kavisli ok çizgisi
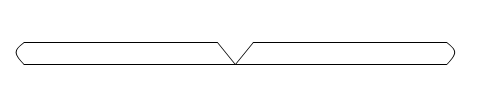
4. Referans hattının konumu
Referans çizgisinin noktalı çizgisi, referans çizgisinin düz çizgisinin üstüne veya altına çizilebilir. Referans çizgisi çizimin alt kenarına paralel olmalıdır.
5. Referans çizgisine göre referans işaretinin konumu
a. Kaynak birleĢimin ok tarafında ise, temel sembol ġekil 6 (a)'da gösterildiği gibi referans çizgisinin düz çizgi tarafında iĢaretlenmelidir;
b. Kaynak, ek yerinin ok olmayan tarafında ise, temel sembol Şekil 6 (b)'de gösterildiği gibi referans çizgisinin noktalı çizgi tarafında işaretlenmelidir;
c. Simetrik kaynaklar ve çift taraflı kaynaklar işaretlendiğinde, Şekil 6 (c) ve (d)'de gösterildiği gibi noktalı çizgiler gerekli olmayabilir.
(a) Kaynak, bağlantının ok tarafındadır
(b) Kaynak, bağlantının ok olmayan tarafındadır.
(c) Simetrik kaynak
(d) Çift taraflı kaynak
Şekil 6 Temel sembolün referans çizgisine göre konumu
V. Kaynak Boyutu Sembolü ve İşaretleme Konumu
1. Kaynakların Temel Boyutları ve İlgili Kavramlar
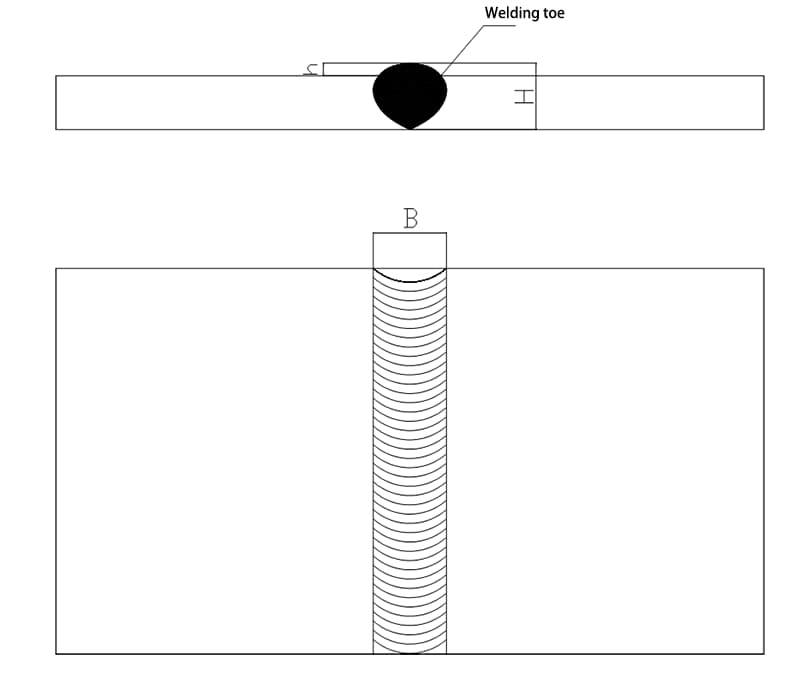
1. Kaynak Parmağı:
Kaynak yüzeyi ile ana metal arasındaki bağlantı.
2. Kaynak Genişliği (B):
Kaynak yüzeyindeki iki kaynak parmağı arasındaki mesafe.
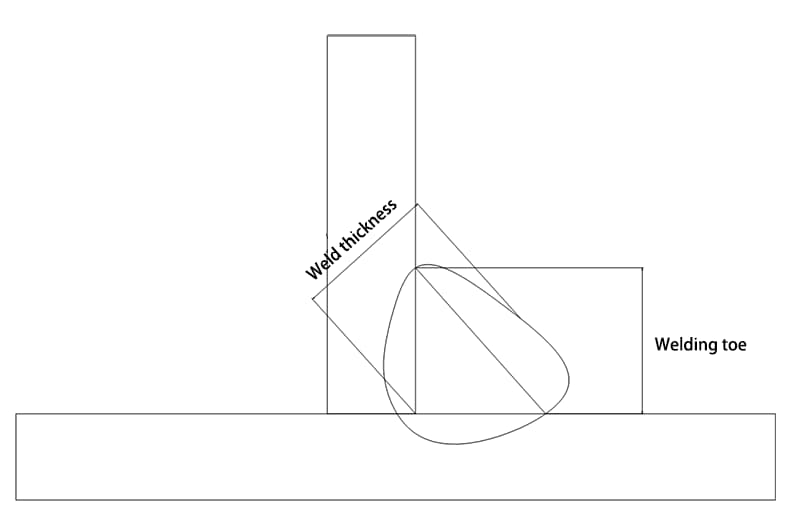
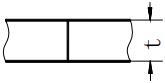
3. Kaynak Kalınlığı:
Kaynağın enine kesitinde, kaynağın önünden kaynağın arkasına kadar olan mesafe.
4. Bacak Boyutu:
İç köşe kaynağının enine kesitinde çizilen en büyük ikizkenar dik açılı üçgendeki dik açılı kenarın uzunluğu.
5. Kaynak Ayağı:
İç köşe kaynağının enine kesitinde, bir dik açılı yüzeydeki kaynak ucundan diğer bir dik açılı yüzeye olan en kısa mesafe.
6. Penetrasyon Derinliği:
Kaynak bağlantısının enine kesitinde, ana metalin veya önceki kaynak dikişinin erime derinliği.
7. Kaynak Form Faktörü:
Eritme kaynağı sırasında tek dikiş kesitinde kaynak genişliği B'nin hesaplanan kaynak derinliği H'ye oranı.
8. Takviye:
Ana metalin yüzeyindeki çizgiyi aşan kaynak metalinin maksimum yüksekliği.
9. Kaynak Kökü:
Kaynak arkası ile ana metalin birleştiği yer.
10. Krater
Ark kaynağı sırasında, uygun olmayan ark kesme veya ark söndürme nedeniyle kaynak yolunun sonunda oluşan bir çöküntü.
11. Kaynak Havuzu
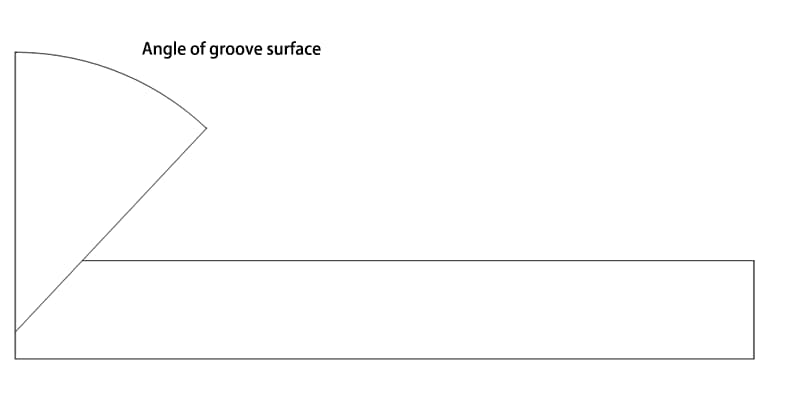
Füzyon kaynağı sırasında, kaynağın etkisi altında kaynak ısısı kaynağı, iş parçası üzerindeki metalin belirli bir geometrik şekil oluşturan ve sıvı hale gelen kısmı.
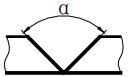
İşlenecek yivin uç yüzü ile yiv yüzeyi arasındaki açı:
2. Genel gereksinimler
2.1 Gerekirse, referans noktası sembolleri boyut sembolleri ve verileriyle birlikte sağlanabilir. Boyut sembolleri için Tablo 6'ya bakın.
Tablo 6 Kaynak Boyutu Sembolleri
Sembol
Sembol adı
Örnek diyagram
Sembol
Sembol adı
Örnek diyagram
δ
İş parçası kalınlığı
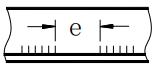
e
Kaynak aralığı
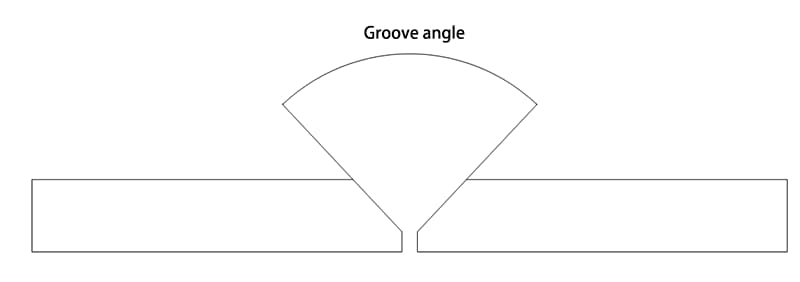
α
Yiv açısı
K
Fileto boyutu
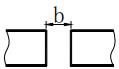
b
Kök boşluğu
d
Külçe çapı
P
Kör kenar
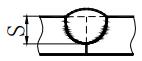
S
Etkin kaynak kalınlığı
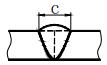
c
Kaynak genişliği
N
Özdeş kaynak sembolü sayısı
R
Kök yarıçapı
H
Yiv derinliği
L
Kaynak uzunluğu
h
Fazla yükseklik
n
Kaynak segmentlerinin sayısı
β
Yiv yüzey açısı
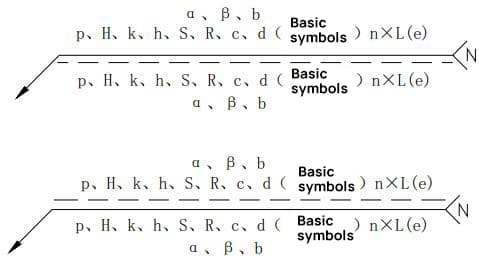
2.2 Kaynak boyutu sembolü ve verileri için işaretleme prensipleri Şekil 7'de gösterilmiştir.
a. Kaynağın enine kesitinin boyutları temel sembolün sol tarafında belirtilmiştir;
b. Kaynağın uzunluk yönündeki boyut, temel sembolün sağ tarafında gösterilir;
c. Yiv açısı, yiv yüzey açısı ve kök boşluk boyutu temel sembolün üstünde veya altında belirtilir;
d. Aynı kaynak için numara sembolü en sonda belirtilmiştir;
e. İşaretlenecek çok sayıda boyut verisi olduğunda ve bunların ayırt edilmesi zor olduğunda, netlik sağlamak için verilerin önüne ilgili boyut sembolleri eklenebilir.
Şekil 7 Kaynak boyutunun işaretleme prensibi
2.3 Kaynak boyutu işaretleme örneği için Tablo 7'ye bakınız.
Tablo 7 Kaynak Ölçüsü Örneği
Seri No
Kaynak adı
Kroki Harita
Kaynak boyut sembolü
Örnek
1
Alın kaynağı
S: Etkin kaynak kalınlığı
2
Sıkma kaynağı
S: Etkin kaynak kalınlığı
3
Sürekli köşe kaynağı
K: Fileto boyutu
4
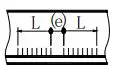
Aralıklı köşe kaynağı
L: Krater hariç kaynak uzunluğu; e: kaynak aralığı; n: kaynak segmenti sayısı
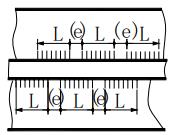
5
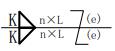
Kademeli aralıklı köşe kaynağı
L: Krater hariç kaynak uzunluğu; e: kaynak aralığı; n: kaynak segmenti sayısı; K: kaynak fileto boyutu
6
Tapa kaynağı veya yarık kaynağı
L: Krater hariç kaynak uzunluğu; e: kaynak aralığı; n: kaynak segmenti sayısı; c: yarık genişliği.
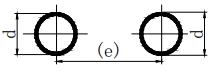
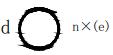
e: Kaynak boşluğu; n: kaynak segmenti sayısı; d: delik çapı.
7
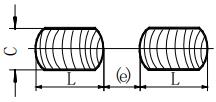
Dikiş kaynağı
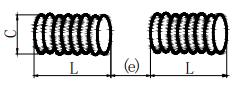
L: Krater hariç kaynak uzunluğu; e: kaynak aralığı; n: kaynak segmenti sayısı; c: kaynak genişliği.
8
Nokta kaynağı
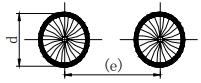
n: Kaynak segmentlerinin sayısı; e: aralık; d: kaynak noktası çapı.
3. Boyut sembollerinin açıklaması
3.1 Kaynağın konumunu belirleyen ölçü, kaynak sembolü içinde değil, resim üzerinde belirtilecektir.
3.2 Temel sembolün sağ tarafında herhangi bir işaret yoksa ve başka bilgi verilmemişse, kaynağın iş parçasının tüm uzunluğu boyunca sürekli olduğu varsayılır.
3.3 Temel sembolün sol tarafında herhangi bir işaret yoksa ve başka bir bilgi verilmemişse, alın kaynağının tamamen kaynaklanmış olması gerektiği varsayılır.
3.4 Tapa kaynağı ve oluk kaynağı eğimli kenarlara sahip olduğunda, deliğin alt kısmının boyutu işaretlenmelidir.
VI. Sembol Uygulama Örneği
Ek A
(Bilgilendirici ek)
Sembol uygulama örneği
A. 1 Temel sembollerin uygulanması
Temel sembol örnekleri için Tablo A.1'e bakınız.
A. 2 Temel sembol kombinasyonu
Temel sembol kombinasyonunun uygulama örnekleri için Tablo A.2'ye bakın.
A. 3 Temel semboller ve yardımcı sembollerin kombinasyonu
Temel semboller ve yardımcı sembollerin kombinasyonuna ilişkin örnekler için Tablo A.3'e bakınız.
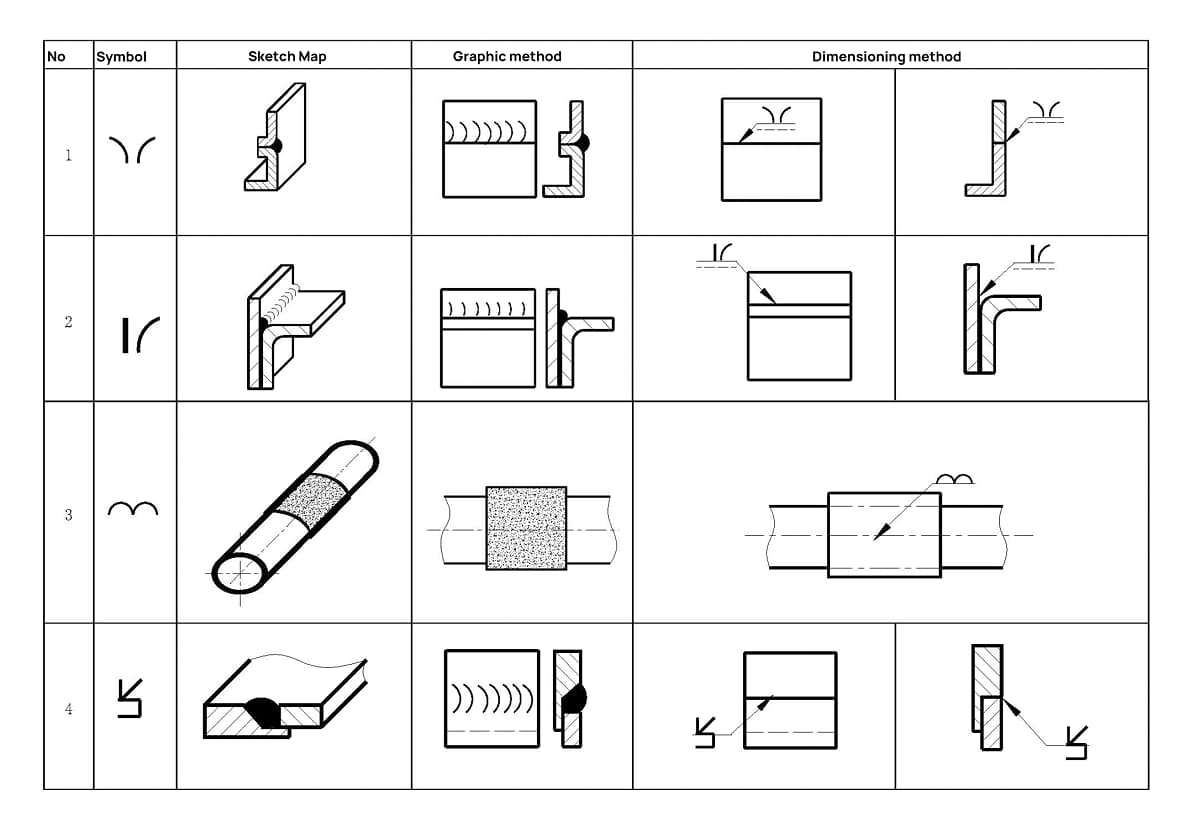
A. 4 Özel durumlar
Genişletilmiş kaynak, tek taraflı genişletilmiş kaynak, yığın kaynağı ve kilit kenarı kaynağı işaretleri için Tablo A.4'e bakınız.
Tablo A.1 Temel sembollerin uygulama örnekleri
Tablo A.2 Temel sembol kombinasyonu örneği
Tablo A.3 Temel semboller ve yardımcı sembollerin kombinasyon örnekleri
Tablo A.4 Özel Kaynakların İşaretlenmesi
Ek B
(Normatif ek)
Kaynak yöntemi ve adı
B. 1 Kaynak yönteminin çizimlerde işaretlenmesi
Ne zaman çeşitli kaynak yöntemleri̇ çizimler üzerinde işaretlendiğinde, GB/T 5185'te belirtilen kodlar yerine Çince karakterler kullanılacaktır.
B. 2 Yaygın kaynak yöntemleri ve isimleri
Yaygın kaynak yöntemleri ve isimleri aşağıdaki gibidir:
a) Manuel ark kaynağı (örtülü elektrot MIG kaynağı);
b) Tozaltı ark kaynağı;
c) MIG kaynağı: Erimiş inert gaz koruma kaynağı;
d) MAG kaynağı: Erimiş asal olmayan gaz koruma kaynağı;
Çizimde kaynağın basit bir gösterimine ihtiyaç duyulduğunda, görünümler, kesit görünümleri veya kesit çizimleri aracılığıyla gösterilebilir. Bu ek, kullanım kolaylığı için GB/T 12212'de ana hatlarıyla belirtildiği gibi şirketler tarafından yaygın olarak kullanılan basit bir yöntem sağlar. Daha fazla bilgi için GB/T 12212'ye bakın.
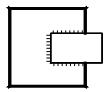
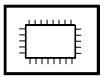
C. 2 Görüntüleme
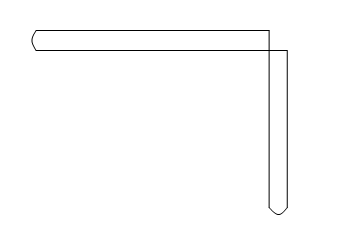
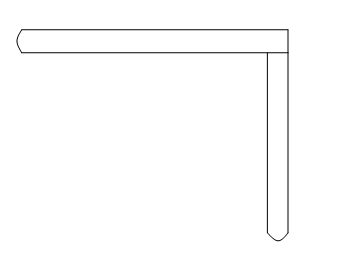
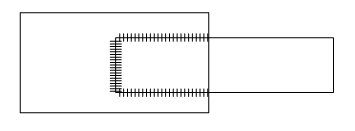
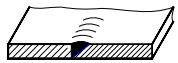
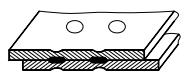
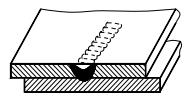
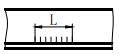
C. 2.1 Kaynakların çizim yöntemi Şekil C.1 ve Şekil C.2'de gösterilmiştir (kaynakları temsil eden bir dizi ince düz çizgi segmenti elle çizilebilir).
Şekil C.3'te gösterildiği gibi, kaynakları temsil etmek için kalın çizgiler (2b ~ 3b) kullanılmasına da izin verilir.
Ancak, aynı çizimde yalnızca bir boyama yöntemine izin verilir.
Kaynakların çizim yöntemi
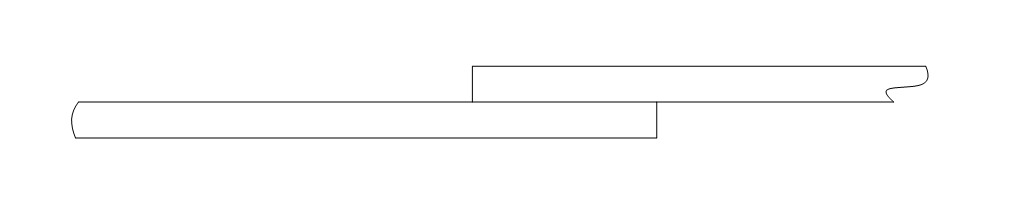
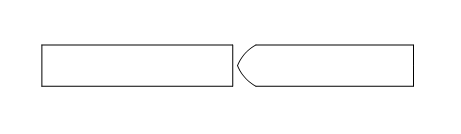
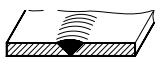
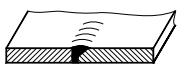
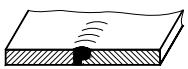
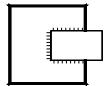
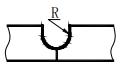
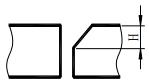
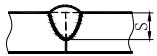
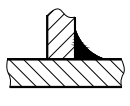
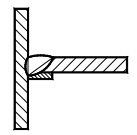
C. 2.2 Kaynağın uç yüzeyinin gösteriminde, kaynağın dış hatlarını belirlemek için tipik olarak kalın bir düz çizgi kullanılır.
Gerekirse, Şekil C.4'te gösterildiği gibi, kaynak öncesi oluk şeklini göstermek için ince bir düz çizgi kullanılabilir.
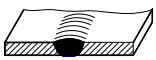
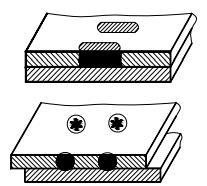
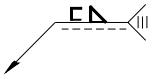
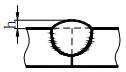
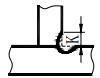
C. 3 Kesit görünümü veya kesit görünümü
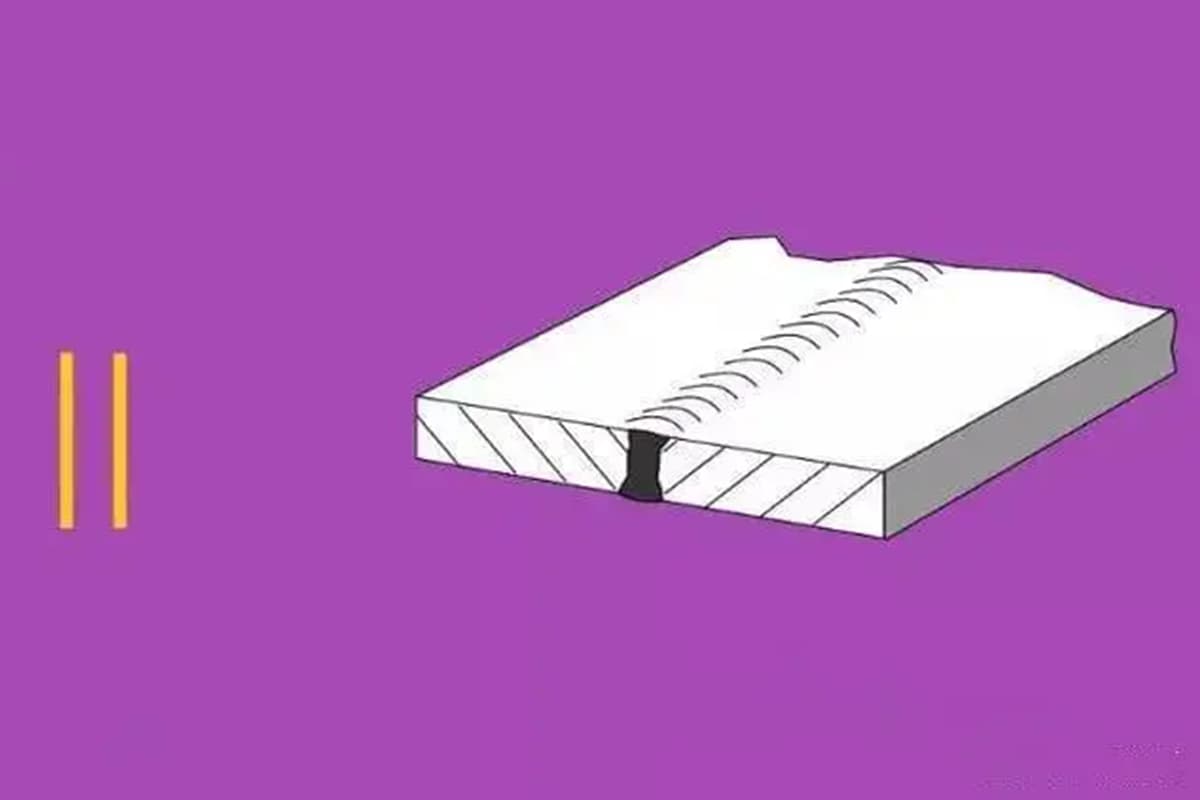
Kesit veya profil görünümlerinde, kaynağın metal füzyon kaynak alanı tipik olarak Şekil C.5'te gösterildiği gibi siyahla işaretlenir. Oluk şeklinin de belirtilmesi gerekiyorsa, eritme kaynağı alanı Şekil C.6'da gösterildiği gibi Madde C.2.2'de belirtildiği gibi de gösterilebilir.
MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.
Kaynağın ayrı metal parçalarını nasıl birleşik bir bütüne dönüştürdüğünü hiç merak ettiniz mi? Bu makale, kaynak bağlantılarının büyüleyici dünyasını keşfediyor, türlerini, mekanik özelliklerini ve kaynak işleminin...
"X kaynağı" veya "punta kaynağı "nın ne anlama geldiğini hiç merak ettiniz mi? Son makalemiz 292 önemli kaynak terimini açık tanımlar ve pratik örnekler sunarak açıklıyor. İster deneyimli bir kaynakçı olun, ister yeni başlıyor olun...
I. Kaynak Robotu Gövdesi için Muayene İçeriği II. Kaynak Robotu Kontrol Kutusu için Muayene İçeriği III. Kaynak Robotunun Dış Ekseni ve Kaynak Kelepçesi için Muayene İçeriği...
Kusurları en aza indirirken hassasiyet, verimlilik ve çok yönlülük sunan bir kaynak tekniği hayal edin. Değişken Polariteli Plazma Ark Kaynağı (VPPAW) alüminyum alaşımları için tam da bunu başarır. Akımı bağımsız olarak ayarlayarak...
İnce sacların karmaşık makinelerde nasıl kusursuz bir şekilde birleştirildiğini hiç merak ettiniz mi? Bu makalede, manuel ark kaynağından MIG ve MIG kaynaklarına kadar kaynak tekniklerinin büyüleyici dünyası...
Bu makale, manuel ark kaynağından gelişmiş gaz korumalı tekniklere kadar büyüleyici kaynak dünyasını keşfediyor. Çeşitli kaynak işlemlerinin yöntemlerini, faydalarını ve uygulamalarını ortaya çıkaracaksınız. Hazır olun...
Etrafımızdaki dünyayı yaratmak için metallerin nasıl birleştiğini hiç merak ettiniz mi? Bu makale, kaynağın büyüleyici dünyasına dalarak temel prensiplerini, tekniklerini ve oynadığı kritik rolü keşfediyor...
Kaynak mühendislerinin alanlarındaki en yaygın sorunların üstesinden nasıl geldiklerini hiç merak ettiniz mi? Bu makale, kaynak kusurlarını anlamaktan farklı malzemeler için en iyi tekniklerde ustalaşmaya kadar 80 temel...
1. Giriş Hafiflik, yüksek hız, güvenlik, enerji verimliliği, konfor ve uzun hizmet ömrü modern demiryolu araçlarının sembolleridir. Tren hızına ulaşmanın anahtarı, demiryolu araçlarının...