Bu makale, manuel ark kaynağından gelişmiş gaz korumalı tekniklere kadar büyüleyici kaynak dünyasını keşfediyor. Çeşitli kaynak işlemlerinin yöntemlerini, faydalarını ve uygulamalarını ortaya çıkaracaksınız. Bu temel tekniklerin modern dünyamızı nasıl şekillendirdiğini öğrenmeye hazır olun!
Ergime noktası ana metalin ergime noktasından daha düşük olan metali dolgu metali olarak kullanın, kaynak ve dolgu metalini ana metalin ergime noktası ile dolgu metalinin ergime noktası arasındaki sıcaklığa ısıtın, böylece dolgu metali sıvı olur ve ana metali ıslatır, birleşme boşluğunu doldurur ve kaynak elde etmek için ana metal ile yayılır.
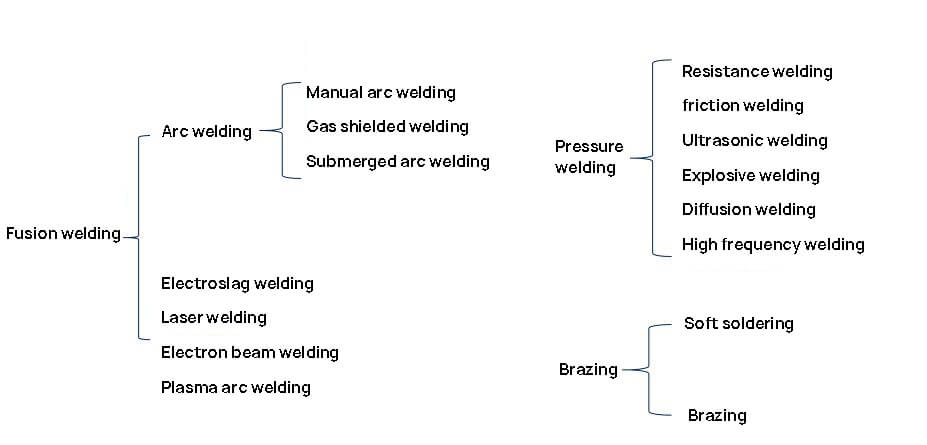
Spesifik sınıflandırma:
2.1 Yaygın kaynak yöntemleri
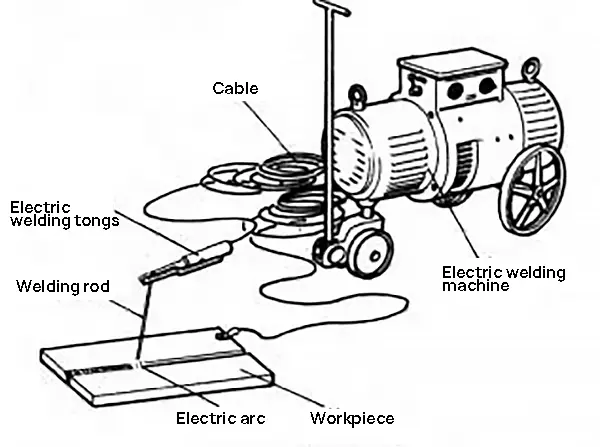
2.1.1 Manuel elektrot ark kaynağı
Ark nedir?
İş parçası ile elektrot arasındaki güçlü ve kalıcı gaz boşalmasına ark denir.
Açıkça söylemek gerekirse, bu sadece bir gaz deşarjı fenomenidir.
Ancak ark üç bölümden oluşur: ark kolonu alanı, katot alanı ve anot alanı.
Ark sıcaklığı:
Katot alanı 2100 ℃,
Ark sütunu 5700~7700 ℃
Anot alanı 2300 ℃
Ark bölgesinde ısı:
43% için anot hesapları
36% için katot alanı hesapları
21% için ark sütun alanı hesapları
Ark kaynağı nedir?
Manuel ark kaynağı nedir? Basitçe ifade etmek gerekirse ark kaynağı, ısı kaynağı sağlamak için ark yanmasını kullanan bir kaynak yöntemidir.
Manuel olarak çalıştırılan kaynak çubuklarının kullanıldığı elektrik ark kaynağı yöntemine manuel elektrot ark kaynağı denir ve kısaca manuel ark kaynağı olarak adlandırılır.
Manuel Ark Kaynağının Şematik Diyagramı
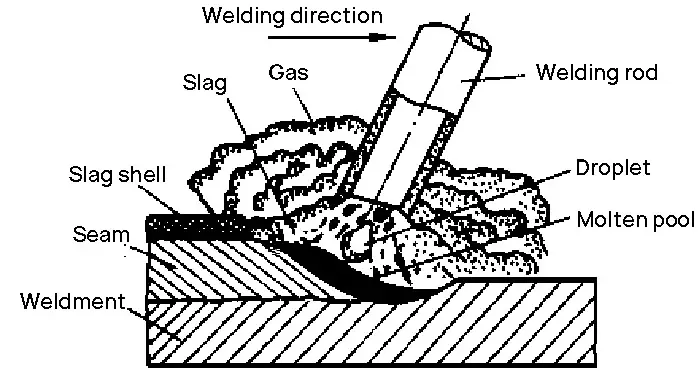
Manuel elektrot ark kaynağı nasıl yapılır?
(1) Ark, elektrot ve kaynak parçası arasında yanar ve arkın ısısı iş parçasının ve elektrotun aynı anda eriyerek erimiş bir havuz haline gelmesini sağlar;
(2) Elektrik arkı elektrotun kaplamasını eritir veya yakar, erimiş metali ve erimiş havuzu koruyan cüruf ve gaz üretir;
(3) Ark ileri doğru hareket ettiğinde, yeni erimiş havuz sürekli olarak üretilirken sonraki erimiş havuz soğur ve katılaşır, böylece sürekli bir kaynak oluşturur.
Manuel elektrot ark kaynağının avantajı:
Basit ekipman, esnek çalışma ve güçlü uyarlanabilirlik.
Dezavantaj manuel elektrot ark kaynağı:
Üretim verimliliği düşük, emek yoğunluğu yüksek ve kaynak kali̇tesi̇ bağlantıları garanti etmek kolay değildir.
Uygulama manuel elektrot ark kaynağı:
Çoğu metali kaynaklayabilir, çeşitli kaynak pozisyonları için uygundur ve hem ince hem de kalın plakaları kaynaklayabilir.
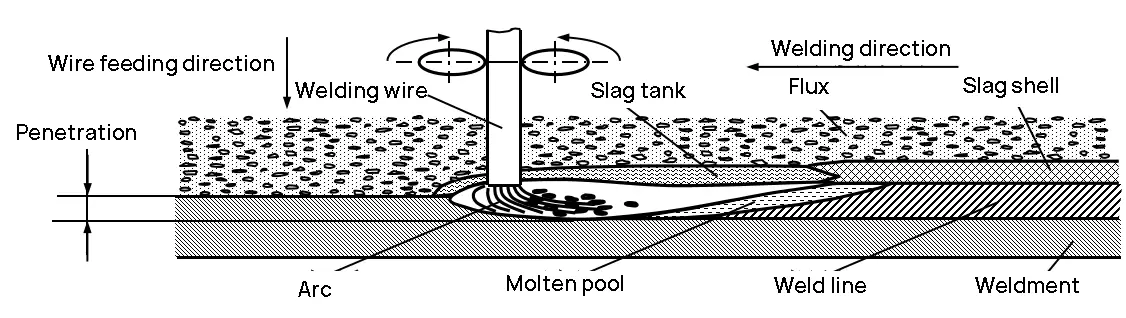
2.1.2 Otomatik tozaltı kaynağı
Yaygın olarak söylenen tozaltı otomatik kaynak nedir?
Otomatik kaynak - Kaynak işlemi mekanik cihaz tarafından otomatik olarak tamamlanır.
Tozaltı ark kaynağı - Bir arkın granüler bir akı tabakası altında yandığı kaynak.
(1) Akı huniden dışarı akar ve bir akı tabakası (30-50 mm) oluşturmak için iş parçasının kaynak yapılan kısmına eşit olarak yığılır;
(2) Sürekli beslenen kaynak teli, kaynak teli ile eritken tabakası altındaki kaynak parçası arasında bir ark oluşturarak kaynak telini, iş parçasını ve eritkeni eritir, bir metal eriyik havuzu oluşturur ve bunları havadan izole eder;
(3) Kaynak makinesi otomatik olarak ilerlerken, ark öndeki kaynak parçasının metalini, telini ve eritkenini sürekli olarak eritir, erimiş havuzun arkasındaki kenar bir kaynak oluşturmak için soğumaya ve katılaşmaya başlar ve sıvı cüruf daha sonra sert bir cüruf kabuğu oluşturmak için yoğunlaşır.
Kaynak pozisyonunun yüzeyine neden bir akı tabakası yayılmalıdır?
Aşağıdaki üç işleve sahiptir:
(1) Koruyucu etki
Akı eriyerek cüruf ve gaz oluşturur, havayı etkili bir şekilde izole eder, damlacık ve erimiş havuzu korur ve yanmayı önler. alaşım elementleri;
(2) Metalurjik eylem
Kaynak işleminde, deoksidasyon ve takviye edici rol oynar. alaşım elementleri;
(3) Kaynak sürecinin iyileştirilmesi
Arkın sürekli yanmasını sağlayın ve kaynağı güzelleştirin.
Otomatik tozaltı kaynağının özellikleri nelerdir?
Ağırlıklı olarak hangi alanlarda kullanılıyorlar?
Otomatik tozaltı kaynağının avantajı:
Yüksek üretim verimliliği (manuel ark kaynağından 5 ~ kat daha yüksek);
Düşük maliyet (işçilik, zaman ve malzeme tasarrufu);
İyi çalışma koşulları (sıçrama yok, düşük iş gücü).
Dezavantajotomatik tozaltı kaynağının:
Karmaşık kaynakların ve dar alanların kaynağı için uygun değildir;
Ekipman karmaşıktır ve gerekli kaynak akımı büyüktür (küçük akım dengesiz ark oluşumuna neden olur);
Zayıf uyarlanabilirlik (aşağıdakiler için geçerlidir düz kaynakuzun düz kaynak ve daha büyük çaplı çevresel kaynak).
Uygulama:
Kazan, basınçlı kap, gemi vb. gibi büyük çaplı üretim ve orta plaka yapısına sahip uzun düz kaynak ve çevresel kaynak için kullanılır.
Makul kaynak oluşumu ve iyi kaynak kalitesi elde etmenin yanı sıra kaynak hızını artırmak için çok telli tozaltı kaynağı ortaya çıkmıştır.
Rüzgar enerjisi, deniz mühendisliği, gemi yapımı, basınçlı kaplar, ağır makineler, boru hatları ve diğer endüstriler gibi yüksek kaynak verimliliği gerektiren uygulamalarda yaygın olarak kullanılır.
Çoklu güç serisi çok telli tozaltı kaynağı:
Esas olarak boru hattı kaynağı için kullanılır.
Uygulamaya göre, boru hattının uzun düz uzunlamasına dikişinin dış kaynağı, boru hattının uzun düz uzunlamasına dikişinin iç kaynağı, spiral kaynaklı borunun dış kaynağı, spiral kaynaklı borunun iç kaynağı ve diğer farklı tiplere ayrılabilir.
Tek güçlü paralel çok telli tozaltı kaynağı:
Üretim verimliliğini büyük ölçüde artırır, kaynak hızını artırır, akı tüketimini azaltır, ısı girişini ve deformasyonu azaltır, enerji tasarrufu sağlar, astarı daha verimli hale getirir ve daha sorunsuz bir şekilde kaplar.
2.1.3 Gaz korumalı kaynak
Ark ortamı olarak gaz kullanılan ve ark ile kaynak bölgesini koruyan ark kaynağına gaz korumalı ark kaynağı (GMAW) denir.
Sarf elektrotlu ve sarf elektrotlu olmayan gaz korumalı kaynak arasındaki farklar:
MIG/MAG: Hem elektrot hem de dolgu metali olan kaynak telini doğrudan besleyin. TIG: Tungsten elektrot elektrottur ve erimez; Kaynak teli ayrı olarak beslenir ve sadece dolgu metali olarak kullanılır
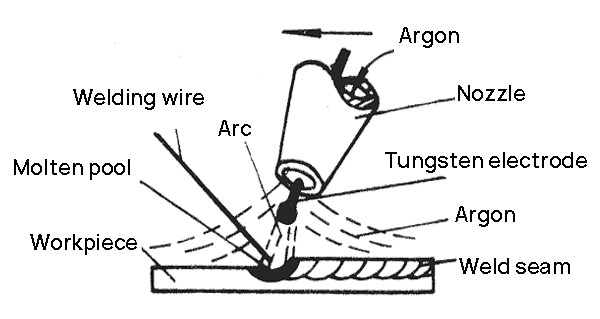
Argon ark kaynağı
Argon ark kaynağının özellikleri nelerdir?
Ana uygulamalar nelerdir?
TIG
Tungsten elektrot, manuel tel besleme.
Kaynak teli sadece dolgu metalidir.
Kaynak teli akımı geçirmez, bu nedenle sıçrama olmaz.
Bununla birlikte, erimiş havuzda tungsten kirlenmesine neden olabilecek tungsten elektrot erimesini ve yanmasını önlemek için, kaynak akımının çok yüksek olması kolay değildir.
Sadece 4 mm'den ince plakalar kaynaklanabilir.
MIG
Eritme elektrodu, otomatik tel besleme.
Kaynak teli hem bir elektrot hem de bir dolgu metalidir.
Tungsten elektrotta erime ve yanma kaybı yoktur.
Kaynak akımı geniş bir aralıkta ayarlanabilir, böylece ince ve orta kalınlıkta plakalar kaynaklanabilir.
Argon ark kaynağının avantajı
Her yöne kaynak yapılabilir;
Gözlem ve otomatik kontrol için kolay;
İyi koruma etkisi, kararlı ark ve iyi kaynak kalitesi;
Neredeyse tüm metallere kaynak yapabilir.
Argon ark kaynağının dezavantajı
Yüksek argon maliyeti;
Argon ark kaynağının akım yoğunluğu yüksektir, yayılan ışık nispeten güçlüdür ve ark tarafından üretilen ultraviyole radyasyon büyüktür ve vücuda daha fazla zarar verir;
Bu ısıdan etkilenen bölge Argon ark kaynağı büyüktür ve iş parçası onarımdan sonra çatlama, iğne deliği, aşınma, çizik, alttan kesme ve diğer kusurlara eğilimlidir;
Argon ark kaynağı uygulaması
Esas olarak demir dışı metallerin ve oksitlenmesi kolay alaşımlı çeliklerin kaynağında kullanılır (özellikle Al, Mg, Ti ve alaşımları ile paslanmaz çeliklerin kaynağı).
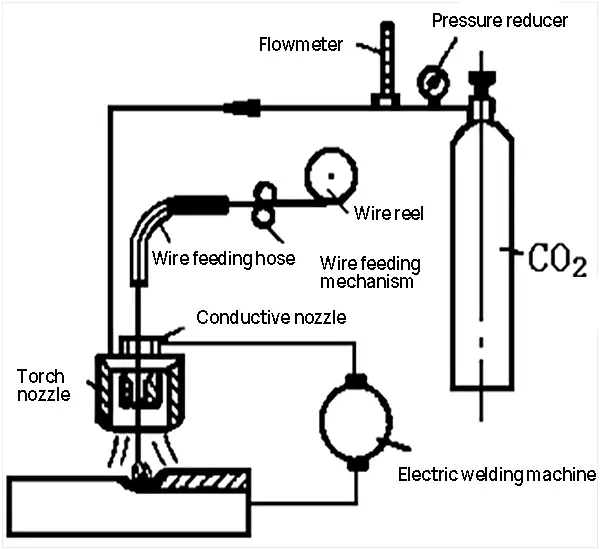
CO2 gaz korumalı ark kaynağı
CO prensibi2 Gaz korumalı ark kaynağı MIG kaynağı ile aynıdır, ancak koruyucu gaz CO2.
Erimiş havuz ve damlacıktaki CO gazının hacmi hızla genişler ve patlayarak sıçramaya neden olur.
Metali oksitleyebilir ve alaşım elementlerini yakabilir ve demir dışı metallere kaynak yapamaz ve alaşımlı çelik.
CO2 gaz korumalı kaynak ekipmanının yapı şeması
CO2 gaz korumalı kaynağın avantajı
Düşük maliyet (40%~50% tozaltı ark kaynağı ve manuel ark kaynağı);
Yüksek verimlilik (yüksek akım yoğunluğu, büyük nüfuziyet ve hızlı kaynak hızı);
İyi kaynak kalitesi (hava akışlı soğutma, küçük ısıdan etkilenen bölge, küçük deformasyon);
Kaynak sırasında zayıf rüzgar direnci, iç mekan çalışması için uygundur.
CO2 gaz korumalı kaynak uygulaması
Düşük karbonlu çelik ve düşük alaşımlı çelik sacların (0.8~4mm) kaynağına uygulanabilir.
Oksijen giderici içeren kaynak teli kullanılmalı ve DC bağlantısı tersine çevrilmelidir;
Ayrıca kaynak sırasında rüzgar olmamalıdır ve kapalı alanda kaynak yapılması tercih edilir.
2.1.4 Elektroslag kaynağı
Elektrikli cüruf kaynağı, kaynak telini ve ana metali ısıtıp eriterek bir kaynak oluşturmak için cüruftan geçen akımın oluşturduğu direnci kullanan bir kaynak yöntemidir.
Nasıl olduğuna gelince elektroslag kaynağı yürütüldüğünde, lütfen aşağıdaki analize bakınız:
(1) Başlangıçta, ark başlangıcı için kaynak telini ve başlangıç oluğunu kısa devre yapın;
(2) Sıvı cüruf oluşturmak üzere arkın ısısıyla eritmek için sürekli olarak az miktarda katı flaks ekleyin;
(3) Erimiş cüruf belirli bir derinliğe ulaştığında, kaynak telinin besleme hızını artırın ve voltajı düşürün, böylece kaynak teli cüruf havuzuna sokulur ve ark söndürülür, böylece elektroslag kaynağı süreç.
Elektroslag kaynağının özellikleri nelerdir?
Hangi kaynak alanları için?
Elektroslag kaynağının avantajı
Yüksek verimlilik, kaynak kalınlığını dikkate almaya gerek yok;
Genellikle düz dikiş veya çevresel dikiş kaynağı, kalın levha ekleme, çelik fabrikalarındaki yüksek fırınların dikey kaynağı, büyük dökümlerin kaynağı, dövme parçalar vb. için kullanılan 40 ~ 450 mm kalınlığındaki plakaların dikey kaynağı ve kaynağı için geçerlidir.
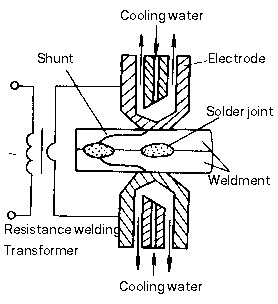
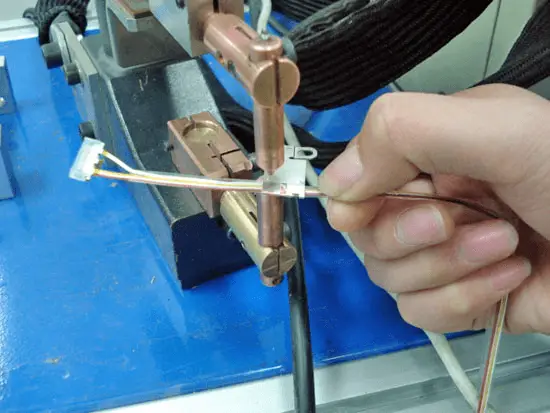
2.1.5 Direnç kaynağı
Basitçe söylemek gerekirse, direnç ısısı kullanılarak basınç altında yapılan kaynak kaynak ısısı kaynağına direnç kaynağı denir.
Kaynak parçası bir bindirme bağlantısı olarak monte edilir ve silindirik elektrot, kaynak metalini eritmek ve külçeler (kaynak noktaları) oluşturmak için direnç ısısı üretmek üzere basınçlandırılır ve enerjilendirilir.
Punta kaynak işlemi ve şöntleme olgusu
Punta kaynak işlemi: sıkıştırma → güç açık (nugget oluşumu) → güç kapalı (donma) → kaldırma basıncı
Şönt fenomeni: İkinci noktayı kaynaklarken, mevcut kaynak noktası akım iletecek ve güç kaybına neden olacaktır. Kaynak noktasındaki akım azalır ve bu da kaynak kalitesini etkiler.
Şantı önleyin: iki kaynak noktası arasında belirli bir mesafe olmalıdır.
İki bitişik kaynak kafası arasındaki mesafe çok küçük olmamalıdır ve minimum nokta mesafesi aşağıdaki tabloda gösterilmiştir.
İş parçası kalınlığı/mm
Nokta aralığı/mm
Yapısal çelik
Isıya dayanıklı alaşım
Alüminyum alaşım
0.5
10
8
15
1.0
12
10
15
1.5
14
12
20
2.0
16
14
25
3.0
20
18
30
4.0
24
22
35
Punta kaynağı uygulaması
Esas olarak aşağıdakiler için kullanılır sac metal damgalama yapısı ve takviye bileşenleri;
Yağ tankı, su tankı vb. gibi sızdırmazlık gereksinimleri veya yüksek bağlantı mukavemeti gereksinimleri olan ince plakaların üst üste binen yapısal parçalarının kaynağına uygulanabilir.
2. Dikiş kaynağı
Kaynak, üst üste binen veya çapraz bağlantılar halinde birleştirilir ve iki silindir elektrot arasına yerleştirilir.
Silindir, kaynak parçasına basınç uygular ve kaynak parçasını ileri doğru hareket ettirmek için döner.
Kaynak parçasına sürekli veya aralıklı olarak güç verilir ve kaynak metali bir dizi kaynak noktası oluşturmak için direnç ısısı ile eritilir.
Dikiş kaynağının sınıflandırılması
Form
Elektrik Akımı
Elektrot
Karakteristik
Uygulama
Sürekli dikiş kaynağı
Sürekli iletim
sürekli dönüş
Basit ekipman ve yüksek verimlilik, ancak elektrot aşınması ciddidir.
Küçük güç kaynağı önemli olmayan yapı (silindir yapımı, namlu, vb.)
dikiş ve dikiş kaynağı
Kesintili süreklilik
sürekli dönüş
Geniş uygulama alanı (demirli metal)
Adım dikiş kaynağı
Kesintili süreklilik
Aralıklı rotasyon
Karmaşık ekipman, yüksek gereksinimler, düşük elektrot aşınması ve yüksek kaynak kalitesi.
Esas olarak magnezyum ve magnezyum alaşımlarının dikiş kaynağı için kullanılır. alümi̇nyum alaşimlari.
Dikiş kaynağının karakteristiği
Lehim bağlantıları birbirinin üzerine biner ve akış difüzyonu ciddi boyuttadır.
Akım, nokta kaynağının yaklaşık 1,5 ~ 2,0 katıdır;
Basınç, nokta kaynağının yaklaşık 1,2 ~ 1,6 katıdır;
Bu nedenle, yüksek güçlü kaynak makinesi gereklidir.
Basınç uygulayın ve silindiri elektrot olarak kullanın.
Dikiş kaynağı uygulaması
Dikiş kaynağı esas olarak düzenli kaynak dikişlerine ve 3 mm'den daha az kalınlığa sahip ve sızdırmazlık gereksinimleri olan ince duvarlı yapılar için kullanılır;
Uçak ve otomobil yakıt tankları, çeşitli konteynerler, çelik radyatörler vb.
3. Alın kaynağı
İki iş parçasını tüm uç yüzey boyunca birbirine kaynaklamak için direnç ısısı kullanan bir tür direnç kaynağı yöntemine alın direnç kaynağı veya kısaca alın kaynağı denir.
Alın kaynağı, direnç alın kaynağı ve flaş alın kaynağı olarak ikiye ayrılabilir.
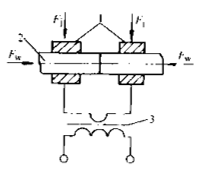
3.1 Direnç alın kaynağı
(a) Direnç alın kaynağı
Direnç alın kaynağı, iki iş parçasının uç yüzeylerinin sürekli olarak bastırılması, direnç ısısı ile plastik duruma ısıtılması ve ardından kaynağı tamamlamak için hızla yukarı basınç uygulanması (veya yalnızca yukarı basınç olmadan kaynak sırasında basıncın korunması) yöntemini ifade eder.
Direnç alın kaynağının karakteristiği
Basit kullanım ve simetrik eklem şekli;
için gereklilikler kaynak yüzeyi kaynak öncesi temizlik yüksektir;
Uç yüzey işleme gereksinimleri yüksektir, aksi takdirde kaynak kalitesini sağlamak zordur.
Direnç alın kaynağı uygulaması
Düşük karbonlu malzemelerin kaynağı için uygundur. çelik çubuklar Kompakt kaynak kesitli, düşük mukavemet gereksinimleri olan, çapı (veya yan uzunluğu) 20 mm'den az olan veya 8 mm'den az demir dışı metal çubuklar ve borular (benzer uç yüzey şekli ve boyutuna sahip çubuk şeklindeki parçaların kaynağı).
3.2 Flaş alın kaynağı
(b) Flaş alın kaynağı
Kaynak parçası bir alın bağlantısı olarak monte edilir, güç bağlanır ve kesiti kademeli olarak yerel temasa yaklaştırılır.
Bölümdeki metal eritilir ve dirençli ısıtma altında uçarak bir flaş oluşturur.
Uç, belirli bir derinlik aralığında önceden belirlenmiş sıcaklığa ulaştığında, kaynağı tamamlamak için üzücü kuvvet hızla uygulanır.
Süreç: basınçlandırma - enerji verme - parlama - üzgün dövme
Flaş alın kaynağının karakteristiği
Birleşimde daha az cüruf katılımı, iyi kaynak kalitesi ve yüksek birleşme mukavemeti;
Kaynaktan önce kaynak parçasının uç yüzeyinin temizlenmesine ilişkin gereklilikler katı değildir;
Flaş alın kaynağında büyük metal kaybı vardır ve kaynak sonrası birleşme çapaklarının işlenmesi ve temizlenmesi gerekir. Çalışma koşulları kötüdür.
Flaş alın kaynağı uygulaması
Prensip olarak, dökülebilen tüm metal malzemeler flaş alın kaynağı ile kaynaklanabilir.
Örneğin, düşük karbonlu çelik, yüksek karbonlu çelikalaşımlı çelik, paslanmaz çelik;
Alüminyum, bakır, titanyum ve diğer demir dışı metaller ve alaşımlar;
Aynı zamanda farklı alaşım bağlantılarını da kaynaklayabilir.
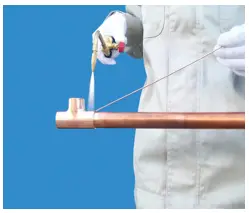
2.1.6. Lehimleme
(Havya lehimleme)
(Alevle sert lehimleme)
(İndüksiyon lehimleme)
Dolgu metali olarak kaynak parçasından daha düşük erime noktasına sahip bir metal kullanın, kaynak parçasını (ana metal) ve dolgu metalini dolgu metalinin erime noktasından daha yüksek ve ana metalin erime sıcaklığından daha düşük bir sıcaklığa ısıtın, ana metali eritin ve ıslatın, bağlantı boşluğunu doldurun ve bir dolgu metali oluşturmak için ana metal ile yayın. kaynaklı bağlantıBuna sert lehimleme denir.
Lehimleme işlemi
Lehimin erimesi - sıvı lehimin bağlantı boşluğuna akması - lehim ve ana metal arasında karşılıklı difüzyon - boşluğun doldurulması - katılaşmadan sonra bağlantı oluşturulması
Sert lehimlemenin özellikleri
1) Dolgu metalinin erime noktası ana metalinkinden daha düşüktür ve ana metal sert lehimleme sırasında erimeyecektir;
2) Dolgu metali ve ana metalin bileşimi çok farklıdır;
3) Erimiş dolgu metali ıslanma ve kapilarite ile emilir ve ana metal boşluğunda tutulur;
4) Metalurjik yapıştırma, sıvı lehim ve katı ana metal arasındaki karşılıklı difüzyonla oluşur.
Sert lehimlemenin avantajı
Ana metalin yapısı ve özellikleri değişmez (ana metal erimez, sadece dolgu metali erir);
Basit ekipman, daha az üretim yatırımı;
Isıtma sıcaklığı düşüktür, deformasyon küçüktür ve bağlantı pürüzsüzdür;
Yüksek verimlilik, aynı anda birden fazla kaynak ve bağlantı kaynağı yapabilir;
Şunlar için kullanılabilir benzer olmayan metallerin kaynağı veya benzer olmayan malzemeler, iş parçasının kalınlık farkına ilişkin bir sınırlama olmaksızın.
Sert lehimlemenin dezavantajı
Lehimli bağlantı düşük mukavemete ve zayıf ısı direncine sahiptir.
Sert lehimlemenin sınıflandırılması
Tip/karakteristik
Yumuşak lehimleme (kalay, kurşun lehim)
Lehimleme (Bakır bazlı ve gümüş bazlı lehimler)
Lehim erime noktası
≤ 450℃
> 450℃
Performans Özellikleri
Birleşme mukavemeti ≤ 100MPa, düşük çalışma sıcaklığı
Birleşme mukavemeti > 200MPa, yüksek çalışma sıcaklığı
Uygulama
Aletlerin ve iletken bileşenlerin az gerilimle kaynaklanması için kullanılır.
Bileşenlerin, aletlerin ve araçların büyük kuvvetle kaynaklanması için kullanılır.
Lehimleme uygulaması
Esas olarak hassas aletler, elektrikli bileşenler, benzer olmayan metal bileşenler ve sandviç bileşenler, bal peteği yapıları vb. gibi karmaşık sac yapıların kaynağı için kullanılır.
Sürtünme kaynağı, uç yüzeyin termoplastik duruma ulaşmasını sağlamak için kaynak yüzeyleri arasındaki sürtünme tarafından üretilen ısıyı kullanan ve ardından kaynağı tamamlamak için hızla yükselen bir basınç kaynağı yöntemidir.
Sürtünme karıştırma kaynağı
Sürekli tahrikli sürtünme kaynağı
Atalet sürtünme kaynağı
Sürtünme kaynağının kaynak işlemi:
1) Kaynak parçasının bağıl hareketi;
2) İki kaynak parçası arasındaki uç yüzey teması sürtünme ısısı üretir;
3) Bölüm termoplastik duruma ulaştığında, kaynağı tamamlamak için üst bölüme hızlıca basın.
Sürtünme kaynağının avantajı:
Yüksek kaynak verimliliği, flaş alın kaynağından 5-6 kat daha yüksektir;
Kararlı kaynak kalitesi ve kaynaklarda yüksek boyutsal doğruluk;
Düşük işleme maliyeti, güç tasarrufu, kaynakların özel olarak temizlenmesine gerek yoktur;
Mekanizasyon ve otomasyonun gerçekleştirilmesi kolay, basit kullanım;
Kıvılcım, ark ve zararlı gaz yok.
Sürtünme kaynağının dezavantajı:
Büyük yatırım;
Dairesel olmayan kesitlerin kaynatılması zordur ve kaynak alanı sınırlıdır.
Sürtünme kaynağı uygulaması:
Elektrik enerjisi endüstrisindeki bakır alüminyum geçiş bağlantıları, yüksek hızlı çelik yapısal çelik aletler gibi aynı veya farklı metal ve farklı çelik ürünlerin kaynağı için kullanılabilir. metal kesmeserpantin boruları, valfler, traktör yatakları, vb.
İşlenecek yüzey şu şekilde ısıtılır lazer radyasyonuve yüzey ısısı, iş parçasını eritmek ve belirli bir erimiş havuz oluşturmak için ısı transferi yoluyla iç difüzyona yönlendirilir. Kaynak, erimiş havuz katılaştıktan sonra oluşur.
Lazer kaynağının avantajı:
Yüksek kaynak hızı ve verimliliği;
Yüksek kaynak hassasiyeti, küçük deformasyon ve kolay otomatik kontrol;
Elektrot gerekmez, bu nedenle elektrot kirliliği yoktur.
Lazer kaynağının dezavantajı:
Büyük yatırım, küçük güç ve sınırlı kaynaklanabilir kalınlık;
Kaynak noktasını lazer ışını toplama alanı ile hizalamak zordur;
Hızlı katılaşma kaynak boncuğu gözenekliliğe neden olabilir.
Lazer kaynak uygulaması:
Özellikle havacılık, gemi yapımı, otomobil ve elektronik endüstrisi gibi hassas imalat alanlarındaki parçaların kaynağı için kullanılır.
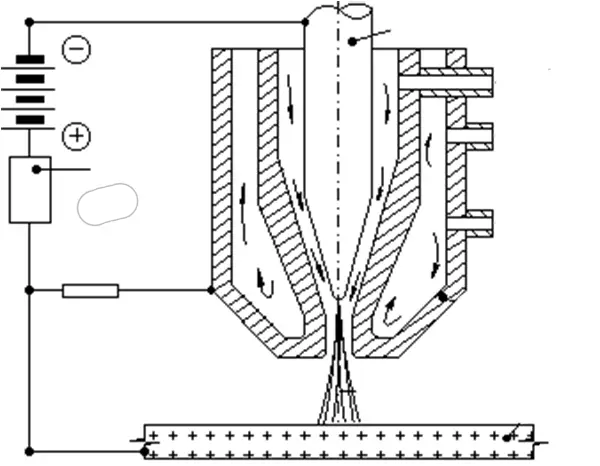
Basitçe ifade etmek gerekirse: ark kolonunun sıkıştırıldığı ve enerjinin yüksek oranda yoğunlaştığı ve ark kolonundaki gazın tamamen iyonize olduğu ark, plazma arkı olarak adlandırılır, ayrıca sıkıştırma arkı olarak da adlandırılır.
Gaz ark tarafından ısıtılır ve başlangıçta iyonize olur. Su soğutmalı nozülden yüksek hızda geçtiğinde sıkıştırılır, enerji yoğunluğu ve iyonizasyon derecesi artar ve bir plazma arkı oluşturur.
Plazma arkının yüksek ısısı ve nüfuz etme kuvveti nedeniyle, kaynak noktasındaki iş parçası eritilerek erimiş bir havuz oluşturulur ve böylece iş parçasının kaynağı gerçekleştirilir.
Plazma ark kaynağının avantajı:
Yüksek enerji yoğunluğu, güçlü ark yönlülüğü ve güçlü penetrasyon yeteneği;
Kaynağın derinlik genişlik oranı büyüktür ve ısıdan etkilenen bölge küçüktür;
Kararlı ark yanması (akım küçük olduğunda bile kararlı);
Kaynak maliyeti düşüktür ve kaynak kalınlığı küçüktür, oluk yoktur ve tel doldurmaya gerek yoktur;
Kararlı anahtar deliği etkisine sahiptir ve tek taraflı kaynak ve çift taraflı serbest şekillendirmeyi daha iyi gerçekleştirebilir.
Özellikle endüstriyel üretimde yaygın olarak kullanılmaktadır. bakır kaynağı ve bakır alaşımları, titanyum ve titanyum alaşımları, alaşımlı çelik, paslanmaz çelik, molibden ve titanyum alaşımlı füze mermileri ve uçaklardaki bazı ince duvarlı kaplar gibi havacılık gibi askeri ve ileri endüstriyel teknolojilerde kullanılan diğer metaller.
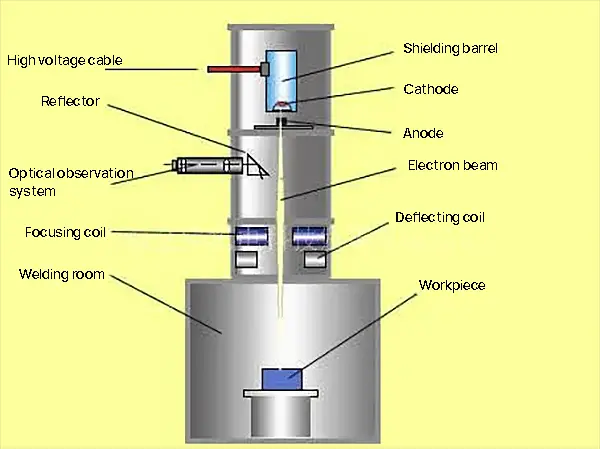
2.2.4 Elektron ışını kaynağı
Hızlandırılmış ve odaklanmış elektron demetinin vakumlu veya vakumsuz ortamda bulunan kaynak parçasını bombardıman etmesi sonucu ortaya çıkan ısı enerjisini kullanarak kaynak yapma yöntemine elektron demeti kaynağı denir.
Başka bir deyişle, kaynak için gereken ısı, elektron ışınının kaynak parçasını bombardıman etmesiyle üretilir.
Kaynak işlemi:
1) Elektron tabancasının katodu, doğrudan veya dolaylı ısıtma nedeniyle elektron yayar;
2) Yüksek voltajlı elektrostatik alanın ivmesi altında, elektromanyetik alanın odaklanmasıyla yüksek enerji yoğunluğuna sahip elektron ışını oluşturulabilir;
3) Yüksek enerji yoğunluklu elektron ışını iş parçasını bombardıman eder ve büyük kinetik enerji, kaynağı eritmek için ısı enerjisine dönüştürülür, erimiş bir havuz oluşturur ve ardından kaynağı tamamlar.
Elektron ışını kaynağının avantajı:
Hızlı kaynak hızı ve yüksek verimlilik;
Oluk yok, kaynak teli yok, akı yok, vs;
Düşük enerji tüketimi, dar ısıdan etkilenen bölge, küçük kaynak deformasyonu ve mükemmel kalite;
Elektron ışınının penetrasyon kabiliyeti güçlüdür ve kaynağın derinlik genişlik oranı büyüktür, bu da 50: 1'e ulaşabilir.
Elektron ışın kaynağının dezavantajı:
Ekipman karmaşık ve pahalıdır;
Kaynak parçalarının boyutu ve şekli genellikle vakum odası ile sınırlıdır;
Elektron ışını, kaynak kalitesini etkileyen başıboş elektromanyetik alan tarafından kolayca engellenir.
Vakum elektron ışını kaynağı
Elektron ışın kaynağı uygulaması:
Refrakter metal, aktif metal ve yüksek saflıktaki metallerin ince kaynağı için uygundur.
Nükleer enerji, havacılık, uzay, otomobil, basınçlı kap, alet imalatı ve diğer endüstriyel alanların kaynağında yaygın olarak kullanılmaktadır.
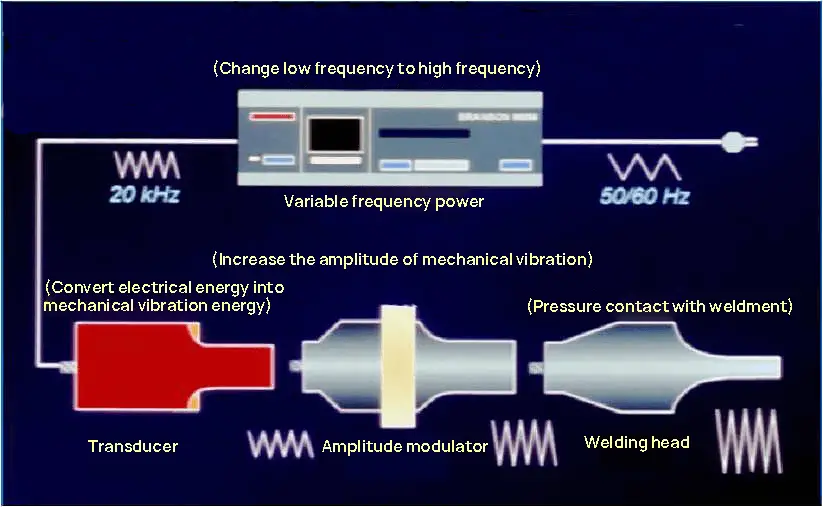
2.2.5 Ultrasonik kaynak
Ultrasonik kaynak, iş parçası eklemini yerel olarak ısıtmak ve temizlemek için ultrasonik dalganın yüksek frekanslı salınımını kullanan ve ardından kaynağı gerçekleştirmek için basınç uygulayan bir yöntemdir.
Kaynak işlemi
1) Düşük frekanslı alternatif akımdan yüksek frekanslı alternatif akıma;
2) Elektrik enerjisi aşağıdakilere dönüştürülür mekanik titreşim Enerji;
3) Genliği artırın;
4) Basınç uygulayın ve kaynak kafası kaynak için iş parçasına temas eder.
Ultrasonik kaynağın avantajı:
Kolay kullanım, hızlı kaynak hızı ve yüksek üretim verimliliği;
İş parçası yüzeyinin temizliği için gereksinimler yüksek değildir;
Herhangi bir bağlayıcı, dolgu maddesi veya çözücü eklemek gerekli değildir.
Ultrasonik kaynağın dezavantajı:
Sadece tel, folyo, levha, şerit ve şerit gibi ince parçaların kaynağına uygulanabilir;
Çoğu durumda, eklem formu yalnızca bindirmeli eklem olabilir.
Ultrasonik kaynak uygulaması:
Yüksek iletkenlik, yüksek termal iletkenlik malzemeleri ve çeşitli kompozit malzemelerin kaynağına uygulanabilir ve mikroelektronik cihazların ve son işlem alanlarının kaynağında yaygın olarak kullanılır.
2.2.6 Yüksek frekanslı kaynak
Yüksek frekanslı kaynak, iş parçasının kaynak alanının yüzey katmanını erimiş veya plastiğe yakın bir duruma ısıtmak için iş parçasında yüksek frekanslı akım tarafından üretilen direnç ısısını kullanan ve ardından metal yapıştırma elde etmek için yukarı doğru kuvvet uygulayan (veya uygulamayan) bir yöntemdir.
Cilt etkisi: İletken AC akımı ile bağlandığında, akımın çoğu sadece iletkenin yüzeyi boyunca akar.
Yakınlık etkisi: Yüksek frekanslı akım iki iletken arasında veya ileri geri hareket eden bir iletkende zıt yönlerde aktığında, akım iletkenin yakınındaki akışta yoğunlaşacaktır.
Basitçe ifade etmek gerekirse, deri etkisi "akımın yüzeye çıkması"; Yakınlık etkisi ise "akımın kısalması "dır.
Yüksek frekanslı kaynağın avantajı:
Yüksek kaynak hızı ve verimliliği (akım kaynak alanında yüksek oranda yoğunlaşır);
Benzer olmayan metalleri kaynaklamak için çok çeşitli kaynaklanabilir malzemeler de kullanılabilir;
Kaynak öncesi temizlik basittir (füzyon kaynağı, basınç etkisi ile birleşme yüzeyinin temizlenmesine gerek yoktur).
Yüksek frekanslı kaynağın dezavantajı:
Eklem montaj hassasiyetinin yüksek olması gerekmektedir;
Yüksek voltaj ve yüksek frekanslı akım insan vücudu ve diğer ekipmanlar için zararlıdır.
Yüksek frekanslı kaynak uygulaması:
Şunlar için uygundur karbon çeliği kaynağıalaşımlı çelik, paslanmaz çelik, bakır, alüminyum, titanyum ve diğer benzer olmayan metaller.
Boru imalatında uzunlamasına dikiş veya spiral dikiş kaynağı için yaygın olarak kullanılır.
2.2.7 Difüzyon kaynağı
Difüzyon kaynağı Kaynak parçasının sıkıca oturtulması, belirli bir süre boyunca belirli bir sıcaklık ve basınç altında tutulması ve bir bağlantı oluşturmak için temas yüzeyleri arasında atomların karşılıklı difüzyonundan yararlanılması şeklindeki kaynak yöntemini ifade eder.
Kaynak işlemi
Üç aşamalı difüzyon kaynağı modeli
a) Kaba ilk temas b) Faz I: deformasyon ve arayüz oluşumu c) Aşama II: tane sınırı göçü ve mikro gözenek eliminasyonu d) Faz III: hacim difüzyonu, mikro gözenek eliminasyonu
Fiziksel kaynak ekranı
İlk temas
Deformasyon ve arayüz oluşumu
Tane sınırı göçü ve mikro gözeneklerin kaybolması
Hacim difüzyonu ve mikro gözenek eliminasyonu
Difüzyon kaynağının avantajı:
Tek seferde birden fazla ek yeri kaynaklanabilir;
Birleştirme kalitesi iyidir ve kaynaktan sonra işleme gerekmez;
Kaynak parçasında küçük deformasyon (düşük basınç, iş parçasının tamamen ısıtılması, fırında soğutma).
Difüzyon kaynağının dezavantajı:
Büyük yatırım ve yüksek maliyet;
Uzun kaynak süresi, zaman alıcı ve yoğun emek gerektiren yüzey hazırlığı ve düşük verimlilik;
Kaynak kalitesi için güvenilir bir tahribatsız test yöntemi yoktur.
Difüzyon kaynağı uygulaması:
Çeşitli farklı malzemelerin, özel malzemelerin ve özel yapıların kaynağına uygulanabilir ve havacılık, elektronik, nükleer enerji ve diğer endüstriyel alanlarda yaygın olarak kullanılır.
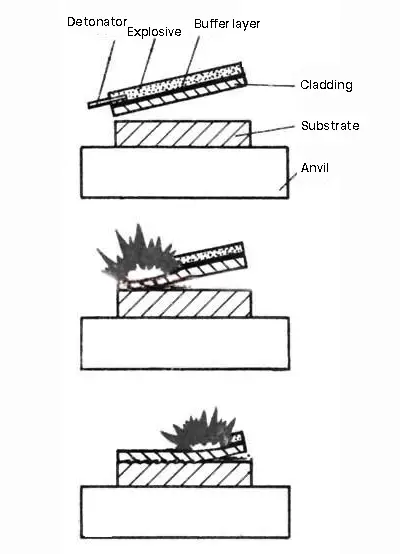
2.2.8 Patlayıcı kaynak
Patlayıcı kaynak, iş parçalarının hızlı bir şekilde çarpışmasına neden olmak için patlayıcı patlamanın oluşturduğu darbe kuvvetini kullanarak kaynak gerçekleştirme yöntemidir.
Patlayıcı kaynak da bir tür basınçlı kaynaktır.
Küçük iş parçalarının kaynağı için hem paralel yöntem hem de açılı yöntem kullanılabilir;
Paralel yöntem genellikle geniş alan kaynağı için kullanılır.
İki plakanın ön bölümleri arasındaki boşluk çok büyüktür, bu da kaplamalı plakanın aşırı hızlanmasına ve aşırı darbe enerjisine yol açarak plakanın kenarında hasar ve çatlamaya neden olur, böylece kaplamalı plakanın etkili alanını azaltır ve plakayı tüketir.
Patlayıcı kaynağın avantajı:
Küçük yatırım ve düşük maliyet;
Özellikle farklı metaller ve geniş alan kaynağı için uygundur;
İşlem basittir, karmaşık bir temizlik gerekmez ve uygulama uygundur.
Patlayıcı kaynağın dezavantajı:
Sadece düzlem veya silindir yapıların kaynağı için kullanılabilir;
Açık hava operasyonu düşük mekanizasyona sahiptir ve çevreyi etkiler.
Patlayıcı kaynak uygulaması:
Alüminyum, bakır, titanyum, nikel, tantal, paslanmaz çelik ve karbon çeliği gibi birbirine benzemeyen metallerin kaynağı için uygundur, alüminyum ve bakır kaynağı.
İletken otobüs geçiş bağlantılarının, ısı eşanjörü borularının ve boru levhalarının kaynağı ve geniş alanlı kompozit plakaların üretimi için yaygın olarak kullanılır.
3. Kaynak malzemeleri
Kaynak malzemesi nedir?
Kaynak sırasında tüketilen malzemelerin genel adı kaynak malzemeleri̇Kaynak çubuğu, kaynak teli, metal tozu, kaynak akısı, gaz vb.
Yaygın kaynak malzemeleri
3.1 Kaynak çubuğu
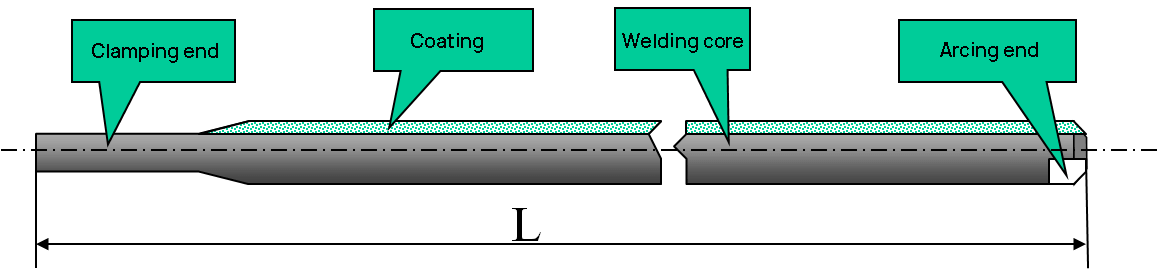
Ark kaynağında kullanılan ve koruyucu bir kaplama ile kaplanmış olan elektrot "elektrot" olarak adlandırılır.
Elektrot, bir kaynak çekirdeği ve bir kaplamadan oluşur.
1. Kaynak çekirdeği
Kaplama tarafından kaplanan elektrot çekirdeği, kaynak çekirdeği olarak adlandırılır.
Kaynak çekirdeği iki amaca hizmet eder: akımı ileten bir elektrot olarak ve kaynağı oluşturmak için erimiş ana metalle birleşen bir dolgu metali olarak.
2. Kaplama
Kaplama, cevher tozu, ferroalyaj tozu, organik madde ve kimyasal ürünler gibi hammaddeler belirli bir oranda hazırlandıktan sonra kaynak çekirdeğinin yüzeyine uygulanan bir katmandır.
Kaplama işlevi:
1) Mekanik Koruma (Kombine Gaz ve Cüruf Koruması)
Havayı korumak ve erimiş damlacıklar, erimiş havuz metali ve hava arasındaki teması önlemek için gaz ve cüruf kullanılır.
Katılaşan cüruf, kaynak yüzeyi üzerinde koruyucu bir tabaka oluşturarak oksidasyonu önlemeye yardımcı olur ve nitrürleme yüksek sıcaklıktaki kaynak metalinin.
Bu işlem zararlı elementleri ortadan kaldırır ve alaşım elementleri ekler.
3) Kaynak Süreci Performansının İyileştirilmesi (Ark Stabilizasyonu)
Elektrik arkı kolayca tutuşur ve istikrarlı bir şekilde yanar, bu da daha az sıçrama, daha iyi görünen bir kaynak şekli ve çıkarılması kolay cüruf ile sonuçlanır. Bu işlem tüm kaynak pozisyonları için uygundur.
Kaplama bileşimi:
İsim
Etki
Yaygın hammaddeler
Ark dengeleyici
Ark stabilitesini artıran, iyonlaşması kolay malzemeler içerir
Potasyum karbonat, mermer, sodyum silikat, feldispat, rutil, vb.
Araştırma ajanı
Eriticiyi ve banyoyu korumak için cüruf oluşumu
İlmenit, rutil, mermer, kuvarsit, mika, vb.
Gazlaştırıcı
Kaynak alanını korumak için gaz üretin ve havayı izole edin
Organik madde (nişasta, dekstrin, talaş vb.) ve karbonat (mermer, dolomit vb.)
bağlayıcı
Kaplamanın her bir bileşeninin çekirdeğin etrafına yapışmasını ve bağlanmasını sağlayın
Sodyum silikat, potasyum sodyum silikat
Deoksidizer
Kaplama ve cürufun oksitlenebilirliğini azaltın ve metalden oksijeni uzaklaştırın
Ferromanganez, ferrosilikon, ferrotitanyum ve alüminyum
Alaşım maddesi
Kaybı telafi eden unsurlar, ilaç cildinin belirli bir plastisite, elastikiyet ve akışa sahip olması için gerekli bileşenleri elde edebilir
Ferromanganez, ferrosilikon, ferromolibden, ferrotitanyum, vb. gibi ferroalaşım veya metal tozu
Formant
Kaplama, elektrot presleme için uygun olan belirli bir plastikliğe, esnekliğe ve akışkanlığa sahiptir ve yüzeyi çatlamadan pürüzsüz hale getirir
Beyaz çamur, mika, titanyum dioksit, dekstrin, vb.
(1) İlaç derisinde FeO, SiO dahil olmak üzere çeşitli oksit asitler mevcuttur.2ve TiO2diğerlerinin yanı sıra.
(2) İşlenebilirlik iyidir ve kaynak oluşumu ince dalgalarla çekicidir.
(3) Cüruf güçlü oksidasyon sergiler.
(4) Hem AC hem de DC güç ile çalışır.
b. Bazik elektrot (düşük hidrojen elektrodu)
Charakteristik:
(1) İlacın derisi mermer (CaCO) gibi daha yüksek seviyelerde alkali oksitler içerir.3) ve florit (CaF2).
(2) Kaynak sırasında, CO2 ve HF üretilir, bu da kaynaktaki hidrojen içeriğini azaltarak "düşük hidrojen elektrodu" takma adını kazandırır.
(3) Kaynak, işlenebilirliği ve şekli asit elektrodunki kadar iyi olmasa da yüksek plastisite ve tokluk ile karakterize edilir. Tipik olarak bir DC ters bağlantı kullanılır.
2) Kaynak çubuklarının kullanımına göre sınıflandırma
Yapısal çelik elektrotlar, ısıya dayanıklı çelik elektrotlar, paslanmaz çelik elektrotlar, yüzey kaplama elektrotları, düşük sıcaklık çelik elektrotları, dökme demir elektrotları, nikel ve nikel alaşımlı elektrotlar, bakır ve bakır alaşımlı elektrotlar, alüminyum ve alüminyum alaşımlı elektrotlar ve özel amaçlı elektrotlar.
3) İlaç derisinin kimyasal bileşimine göre sınıflandırma
Titanyum Oksit Elektrodu, Kalsiyum Titanat Elektrodu, İlmenit Elektrodu, Demir Oksit Elektrodu, Selüloz Elektrodu, Düşük Hidrojen Elektrodu, Grafit Elektrodu ve Baz Elektrodu.
Model
Türü kaynak çubuğu kaynak çubukları için ulusal standarda göre belirlenir ve reaksiyon kaynak çubuğunun birincil özelliklerini ifade etmenin bir yoludur.
Kaynak çubuğu modeli aşağıdaki anlamları içerir: kaynak çubuğu tipi, kaynak çubuğunun özellikleri (çekirdek metal tipi, servis sıcaklığı, biriken metalin kimyasal bileşimi, gerilme mukavemeti, vb. kaynak gücü Kaynak.
Sınıf
Kaynak çubuğu sınıfı, kaynak çubuğu ürünlerinin kullanım amaçlarına ve performans özelliklerine göre özel olarak sınıflandırılmasını ifade eder.
Kaynak elektrotlarının kaliteleri, yapısal çelik elektrotlar, ısıya dayanıklı çelik elektrotlar, paslanmaz çelik elektrotlar ve diğerleri dahil olmak üzere on gruba ayrılmıştır.
Kullanılan kaynak çubuğunun makul olup olmadığı nasıl belirlenir?
Kaynak çubuğu seçiminin uygunluğunu belirlemek için, teknik performans göstergelerine göre değerlendirilmelidir.
Süreç performans endeksi
1) Ark stabilitesi
Arkın tutuşması kolaydır ve kararlı yanma derecesi (ark kırılması, sürüklenme, manyetik önyargı darbesi vb. yok) korunur.
2) Kaynak oluşumu
İyi şekillendirme, yüzeyin pürüzsüz, dalgalanmanın ince ve güzel olduğu ve kaynağın geometrik şeklinin ve boyutunun doğru olduğu anlamına gelir.
3) Çeşitli pozisyonlarda kaynak yapılabilmesi
Tüm pozisyonlarda kaynak uyarlanabilirliği - tüm elektrotlar düz kaynak için kullanılabilir, ancak bazı elektrotlar yatay kaynak, dikey kaynak ve baş üstü kaynakBu nedenle tüm pozisyonlardaki kaynak performansları düşüktür.
4) Sıçrama
Kaynak sırasında damlacık veya erimiş havuzdan fırlayan metal parçacıklarına sıçrama denir.
Sıçrama oranı = Sıçrama kütlesi/(Kaynak öncesi kaynak çubuğu kalitesi - kaynak sonrası kaynak çubuğu kalitesi)*100%
5) Deslagging özelliği
Kaynak sonrası cüruf kabuklarının kaynak yüzeyinden uzaklaştırılmasının zorluğunu ifade eder.
6) Kaynak çubuğu erime hızı
Elektrot uygulandığında birim zamanda eriyen çekirdeğin kalitesini ve uzunluğunu ifade eder; Nispeten konuşursak, erime hızı ne kadar büyükse o kadar iyidir.
7) Elektrot kaplamasında kırmızılık
Elektrot ikinci yarıda kullanıldığında, kaplamanın yüksek sıcaklığı nedeniyle kaplamanın kırmızılaşması, çatlaması veya düşmesi olgusunu ifade eder.
8) Kaynak dumanı
Kaynak çubuğu seçim prensibi
a. Eşit Mukavemet İlkesi, seçilen elektrottan biriken metalin gerilme mukavemetinin kaynak yapılan ana metalinkine eşit veya benzer olması gerektiğini belirtir.
b. Eşit Tokluk İlkesi, seçilen elektrottan biriken metalin tokluğunun kaynak yapılan ana metalinkine eşit veya benzer olması gerektiğini belirtir.
c. Eşit Bileşim İlkesi, seçilen elektrottan biriktirilen metalin kimyasal bileşiminin ana metalinkine uygun veya yakın olması gerektiğini belirtir.
Kaynak çubuğunun kullanımı ve depolanması
1. Kaynak çubuğunun kurutulması
Kaynak çubuğu atmosferden nem emmeye yatkındır, bu da performansını ve kaynak kalitesini olumsuz yönde etkileyebilir.
Bu nedenle, kaynak çubuğunun (özellikle alkali kaynak çubuklarının) kullanımdan önce kurutulması önemlidir.
Tipik olarak, bir asit elektrot için kurutma sıcaklığı 75-150°C arasındadır ve bu sıcaklıkta 1-2 saat tutulmalıdır.
Alkali bir elektrot için kurutma sıcaklığı 350-400°C arasında olmalı ve bu sıcaklıkta 1-2 saat tutulmalıdır.
Kaynak çubuklarının kümülatif kuruma süresinin 3'ü geçmemesi gerektiğine dikkat etmek önemlidir.
2. Kaynak çubuklarının depolanması
1) Kaynak çubukları, karışıklığı önlemek için tip, model ve özelliklere göre düzenlenmeli ve saklanmalıdır.
2) Depolama alanı iyi havalandırılmalı ve kuru tutulmalıdır.
3) Kritik kaynak yapıları için gerekli olan düşük hidrojenli elektrotlar, sıcaklığı 5°C'nin üzerinde ve bağıl nemi 60%'den yüksek olmayan özel bir depoda saklanmalıdır.
4) Nem hasarına karşı korumak için, kaynak çubukları yerden ve duvarlardan en az 0,3 metre uzakta olacak şekilde ahşap bir raf üzerine yerleştirilmelidir.
3.2 Kaynak teli
Kaynak alanında teknolojide sürekli ilerlemeler kaydedilmiş, bu da mekanizasyon ve otomasyonda artışa yol açmıştır. Bu da daha yüksek üretim verimliliği, daha iyi kaynak kali̇tesi̇ve daha iyi çalışma koşulları.
Kaynağın mekanizasyonunu ve otomasyonunu daha da ilerletmek için kaynak malzemesi olarak kaynak telleri kullanılmaktadır.
Kaynak malzemeleri açısından kaynak telleri ne olarak adlandırılır?
Kaynak sırasında dolgu metali olarak veya elektrik iletmek için kullanılan tele kaynak teli denir.
Kaynak tellerinin sınıflandırılması
a. Üretim yöntemine ve kaynak teli şekline göre sınıflandırma
Katı tel ve özlü tel olarak ikiye ayrılabilir.
b. Uygulanabilir kaynak yöntemine göre sınıflandırma
Tozaltı kaynak teli olarak ikiye ayrılabilir, gaz korumalı kaynak tel, elektroslag kaynak teli, yüzey kaynak teli ve gazaltı kaynak teli.
c. Kaynak yapılacak metal malzemelerin özelliklerine göre sınıflandırma
Karbon çelik kaynak teli, düşük alaşımlı çelik kaynak teli, paslanmaz çelik kaynak teli, nikel bazlı alaşımlı kaynak teli, dökme demir kaynak teli ve özel alaşımlı kaynak teli olarak ayrılabilir.
d. Bakır kaplamaya göre sınıflandırılmış veya sınıflandırılmamış
Bakır kaplamalı tel ve bakır kaplamasız tel.
1. Ne tür kaynak teline katı kaynak teli denir?
Tel doğrudan hedef tel çapına çekilir. Tozsuz kaynak teline katı kaynak teli denir.
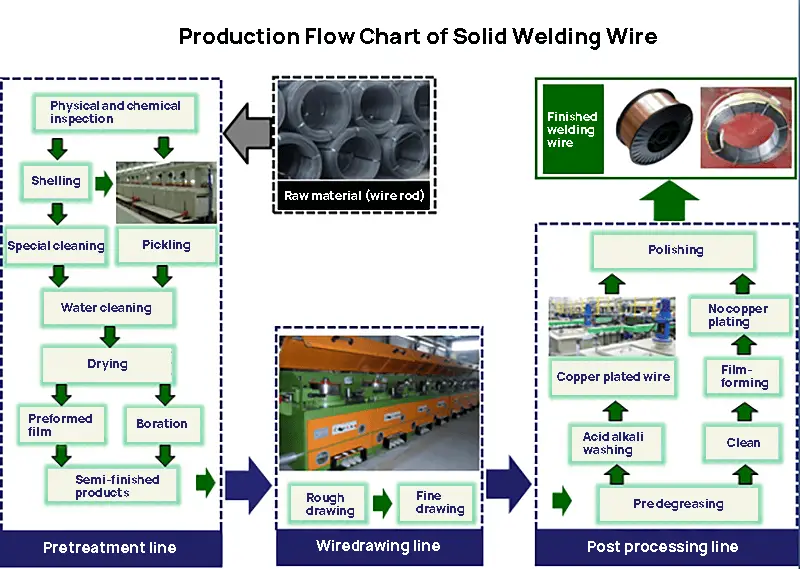
1.1 Katı kaynak teli üretim süreci
1.2 Katı kaynak teli modeli
1.3 Katı kaynak teli markası
2. Özlü kaynak teli ne tür bir kaynak telidir?
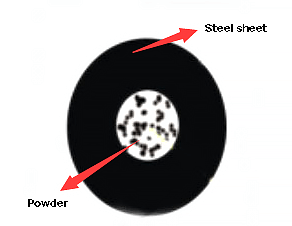
İnce çelik şerit farklı kesit şekillerine getirilir, tozla doldurulur ve ardından özlü tel adı verilen bir tür kaynak teline çekilir.
Doldurulmuş toz çekirdek olarak adlandırılır ve etkisi elektrot kaplamasınınkine benzerdir.
2.1 Özlü tel modeli
2.2 Özlü tel markası
Tel yapısına göre, özlü tel ikiye ayrılabilir: dikişli ve dikişsiz.
Dikişsiz özlü tel, gelecekte gelişme yönü haline gelen iyi performans ve düşük maliyetle bakır kaplanabilir.
2.3 Özlü tel üretim süreci
Dikişli özlü tel üretimi için yaygın olarak "çelik şerit yöntemi" kullanılır;
Dikişsiz özlü tel üretimi için yaygın olarak "çelik boru yöntemi" kullanılır.
a. Çelik şerit yöntemi
b. Çelik boru yöntemi
3. Özlü telin avantajları ve dezavantajları (katı tel ile karşılaştırıldığında)
Avantajlar:
Küçük sıçrama, hızlı biriktirme hızı ve yüksek üretim verimliliği.
Güçlü adaptasyon kabiliyeti ile çeşitli çeliklerin kaynağı.
İyi proses performansı ve güzel bir kaynak oluşumu.
Tüm pozisyonlarda kaynak yapmak için büyük bir kaynak akımı kullanılabilir.
Üç tip olarak kategorize edilebilir: Batık Ark Kaynak FlaksıElektroslag Kaynak Flaksı ve Yüzey Kaplama Flaksı.
(2) Üretim Yöntemine Göre Sınıflandırma
İki kategoriye ayrılabilir: Eriyen Akı ve Erimeyen Akı.
(3) Cüruf Alkalinitesine Göre Sınıflandırma
Üç kategoride sınıflandırılabilir: Asit Akısı, Nötr Akı ve Bazik Akı.
a. Eriyen akı
Flaks, çeşitli bileşenlerin bir fırında hassas bir oranda eritilmesiyle oluşturulur. Karışım daha sonra granül haline getirilir, kurutulur ve su ile soğutulurken elenir.
Charakteristik:
1) Nemi emmesi zor değildir ve tipik olarak kullanımdan önce kurutma gerektirmez.
2) Erimeyen flaks tekrar kullanılabilir.
3) Eritildikten sonra hızla soğutulur ve genellikle cam şeklini alır.
4) Büyük bir miktar transfer edilemeyeceğinden, erimiş havuzdaki eritkene yalnızca sınırlı miktarda alaşım elementi eklenebilir.
Eriyen akı
Ana bileşenler:
SiO2:40~44%;
MnO:32~38%;
CaF2:3~7%;
CaO:≤8%.
b. Eritilmemiş akı
Erimeyen flaks, çeşitli tozların belirli bir formüle göre karıştırılması, belirli bir boyutta partiküller oluşturmak için bir bağlayıcı eklenmesi ve ardından fırınlama veya sinterleme yoluyla elde edilir.
Yapıştırma flaksı, düşük sıcaklıklarda (400 ℃'nin altında) pişirilen bir flaks türüdür.
Sinterlenmiş akı ise akının yüksek sıcaklıklarda (700 ila 1000 ℃) sinterlenmesi ile üretilir.
Charakteristik:
1) Nem emilimi nispeten yüksektir ve kullanmadan önce yeniden kurutulmalıdır.
2) Üretimi kolay ve uygulanabilirliği yüksektir.
Sinterlenmiş akı
Temel bileşen(SJ101):SJ102
SiO2+TiO2:20~30%, 10~15%
CaO+MgO: 25~35%, 35~45%
Al2O3+MnO: 20~30%, 15~25%
CaF2:15~25%, 20~30%
Cüruf alkalinitesine göre sınıflandırma:
(1) Asit akısı (alkalinite B<1,0)
Cüruf esas olarak asit oksitlerden oluşur ve mükemmel kaynak performansına sahiptir, bu da görsel olarak çekici bir kaynak oluşumuna neden olur. Bununla birlikte, kaynak metali yüksek oksijen içeriğine sahiptir, bu da düşük sıcaklıkta darbe tokluğunun düşük olmasına neden olur.
(2) Nötr akı (alkalinite 1,0 ~ 1,5)
Biriktirilen metalin bileşimi, kaynak metalinde azaltılmış oksijen içeriği ile kaynak telininkine benzer.
(3) Alkali akı (alkalinite B>1,5)
Cürufun birincil bileşenleri alkali oksitler ve kalsiyum florürdür. Kaynak metali düşük oksijen içeriği, yüksek darbe tokluğu ve iyi gerilme özellikleri ile karakterize edilir.
3.4 Lehim
Uçak plaka kanadı radyatörleri, roket kabukları, motor nozulları ve diğerleri gibi modern, son teknoloji bilimsel ve teknolojik projelerde, hepsi yüksek hassasiyet ve keskinlik gerektirir ve herhangi bir kusuru tolere edemez. Neredeyse tüm ürünler kusursuz kalitede olmalıdır.
Lehimleme teknolojisi, düşük termal etki, yüksek hassasiyet, geniş uygulanabilirlik ve yüksek kaynak verimliliği avantajları nedeniyle bu alanlarda yaygın olarak kullanılmaktadır. Çoklu, karmaşık, yüksek hassasiyetli parçaların bağlanmasına olanak sağlar.
Sert lehim dolgu metali, sert lehimleme işleminde çok önemli bir rol oynar. lehimleme süreci.
İki malzemenin (veya parçanın) birleşimini gerçekleştirmek için boşluğun içine veya yanına eklenen dolguya dolgu metali denir.
1. Dolgu metali için gereklilikler nelerdir?
(1) Uygun bir erime noktası (ana metalden birkaç on derece daha düşük);
(2) Mükemmel ıslanabilirlik;
(3) Tamamen çözünmüş ve ana metal ile bütünleşmiştir;
(4) Tek tip ve istikrarlı bir bileşim;
(5) Uygun maliyetli ve güvenlidir (daha az değerli metal ve toksik metal içerir).
2. Dolgu metallerinin sınıflandırılması
1) Erime noktasına göre sınıflandırma
"Yumuşak lehim" ("eriyebilir lehim" olarak da bilinir), diğerlerinin yanı sıra kalay-kurşun lehim, kadmiyum-gümüş lehim ve kurşun-gümüş lehim dahil olmak üzere erime noktaları 450°C'den düşük olan lehimleri ifade eder.
"Sert lehim dolgu metali" ("refrakter dolgu metali" olarak da adlandırılır), diğerlerinin yanı sıra alüminyum bazlı, bakır bazlı, gümüş bazlı ve nikel bazlı sert lehim dolguları dahil olmak üzere 450°C'den yüksek erime noktalarına sahip sert lehim dolgularını ifade eder.
2) Ana kimyasal bileşenlere göre sınıflandırma
Ana merkeze göre metal elementler lehim, lehimleme bazlı lehim, çinko bazlı lehim vb. gibi × bazlı lehim olarak adlandırılır.
3) Şekle göre sıralayın
Tel, çubuk, levha, folyo, toz veya özel şekilli lehim (dairesel lehim veya macun lehim gibi) olarak ayrılabilir.
3. Dolgu metali uygulaması
(1) Yumuşak lehim
Öncelikle çeşitli elektrik tellerinin ve lehimleme aletlerinin, alet bileşenlerinin ve diğer elektronik devrelerin bağlanması gibi düşük gerilimli ve düşük çalışma sıcaklıklarına sahip iş parçalarının kaynağı için kullanılır.
(2) Sert lehim dolgu metali
Esas olarak bisiklet çerçevesi, karbür kesici gibi büyük kuvvet ve yüksek çalışma sıcaklığına sahip iş parçalarını kaynaklamak için kullanılır, delme bit ve diğer mekanik parçalar.
3.5 Akı
Daha iyi bir sonuç elde etmek için kaynak bağlantısıLehimleme işleminde kaynak malzemesi olarak ortaklaşa kullanılacak farklı lehim dolgu metallerine göre lehimleme flaksını makul bir şekilde eşleştirmek gerekir.
1. Akı nedir?
Sert lehimlemede kullanılan flaks, macun, toz vb. dahil olmak üzere sert lehim flaksı olarak adlandırılır.
2. Akının işlevi nedir?
1) Lehim ve ana metal yüzeyindeki oksit tabakalarını çıkarın.
2) Sıvı lehimin kaynakları ıslatma kabiliyetini arttırın.
3) Sert lehimleme işlemi sırasında kaynak ve sıvı lehimin oksitlenmesini önleyin.
3. Akı için gereklilikler
1) Ana metal ve dolgu metalinin yüzeyindeki oksitleri ortadan kaldırmak için yeterli kapasitenin olduğundan emin olun.
2) Sert lehim flaksının erime noktası ve minimum aktif sıcaklığı, sert lehim dolgu metalinin erime noktasından daha düşük olmalıdır.
5) Flux ve kalıntısı lehim ve ana metal üzerinde minimum korozyona sahip olmalı ve kolayca çıkarılabilir olmalıdır.
4. Akı sınıflandırması
1) Yumuşak Lehimleme Akısı
450°C'nin altındaki sıcaklıklarda sert lehimleme için kullanılan lehimleme flaksı iki türe ayrılabilir: inorganik ve organik.
a. İnorganik Yumuşak Lehim (Korozif Yumuşak Lehim) - İnorganik tuzlar ve asitlerden oluşur ve güçlü kimyasal aktiviteye ve termal stabiliteye sahiptir. Bu tür lehim, sıvı lehimin ana metale etkili bir şekilde ıslanmasını sağlar, ancak kalıntısının güçlü bir aşındırıcı etkisi vardır.
b. Organik Lehimleme Flaksı (Korozif Olmayan Lehimleme Flaksı) - Kimyasal aktivitesi nispeten zayıftır ve ana metali korozyona uğratmaz. Korozif olmayan lehimleme flakslarına örnek olarak reçine, amin ve organik halojenürler verilebilir.
2) Lehimleme Flaksı
450°C'nin üzerindeki sıcaklıklarda sert lehimleme için kullanılan flaks yüksek viskoziteye sahiptir ve yüksek sıcaklıkta aktivasyon gerektirir.
800°C'nin üzerindeki sıcaklıklarda kullanılmalıdır ve kalıntılarının temizlenmesi zordur.
Yaygın sert lehim flaksları boraks, borik asit ve bunların karışımlarını içerir. Borürlere alkali ve toprak alkali metallerin florür ve klorürlerinin eklenmesi boraks ve borik asit sert lehim flakslarının ıslanabilirliğini artırabilir, oksit giderimini geliştirebilir ve sert lehim flakslarının erime ve aktivasyon sıcaklığını düşürebilir.
3.6 Gaz
Kaynak gazı Öncelikle CO2 gazı korumalı kaynak ve inert gaz korumalı kaynak gibi gaz korumalı kaynak işlemlerinde kullanılan koruyucu gazın yanı sıra gaz kaynağı ve kesmede kullanılan gazı ifade eder.
Kaynak yaparken koruyucu gaz sadece kaynak alanı için koruyucu bir ortam olarak değil, aynı zamanda arkı oluşturan gaz ortamı olarak da hizmet eder.
Gaz kaynağı ve kesme işlemleri tipik olarak, konsantre bir ısı kaynağı sağlayan gazın yanmasıyla oluşan yüksek sıcaklıkta bir alev kullanılarak gerçekleştirilir.
1. Ortak koruyucu gaz
Duygusal gaz
Moleküler gaz
Bileşik gaz
Argon, amonyak
Oksijen, nitrojen, hidrojen
karbondioksit
2. Gaz kaynağı ve kesme için yaygın gaz
Yani, yanmayı destekleyen gaz (O2) ve yanıcı gaz (asetilen C2H2).
3. Yaygın kaynak gazlarının özellikleri ve kullanımları
Gaz
Sembol
Ana özellikler
Kaynakta uygulama
karbondioksit
CO2
Kararlı kimyasal özelliğe sahiptir, yanmaz veya yanmayı desteklemez, yüksek sıcaklıkta C0 ve 0'a ayrışabilir ve metallere karşı belirli bir oksitlenebilirliğe sahiptir. Sıvı CO2'yi sıvılaştırabilir, buharlaşırken çok fazla ısı emebilir ve genellikle kuru buz olarak bilinen katı CO2'ye katılaşabilir
Kaynak teli, CO2 gazı korumalı kaynak ve C02+O2, C02+A ve diğer karışık gaz korumalı kaynak gibi kaynak sırasında koruyucu gaz olarak kullanılabilir
argon
Ar
Duygusal gaz, kimyasal özellikte aktif değil, oda sıcaklığında ve yüksek sıcaklıkta diğer elementlerle reaksiyona girmez
Ark kaynağı sırasında mekanik koruma için koruyucu gaz olarak, plazma kaynağı ve kesme
Oksijen
O2
Renksiz gaz, yanmayı destekleyen, yüksek sıcaklık altında çok aktif, çeşitli elementlerle doğrudan birleşir. Kaynak sırasında oksijen oksitlenir metal elementler erimiş havuza girdiğinde zararlı bir rol oynayacaktır.
Oksijen asetilen alevi ve hidrojen oksijen alevi gibi kaynak ve kesme için yanıcı gazla karıştırıldığında son derece yüksek sıcaklık elde edebilir. Argon, karbondioksit vb. ile orantılı olarak karıştırın ve karışık gaz korumalı kaynak yapın
B hızlı
CH2
Yaygın olarak kalsiyum karbür gazı olarak bilinir, suda az çözünür, alkolde çözünür ve asetonda büyük ölçüde çözünür. Hava ve oksijen ile karışarak patlayıcı bir gaz karışımı oluşturur. Oksijen içinde yanar ve yüksek sıcaklık ve güçlü ışık yayar
Yanabilir, normal sıcaklıkta aktif değildir ve yüksek sıcaklıkta çok aktiftir. Metal cevherleri ve metal oksitler için indirgeyici bir madde olarak kullanılabilir. Kaynak sırasında sıvı metal içinde eritilebilir ve soğurken çökelebilir, bu da gözenek oluşturması kolaydır
Kaynak yaparken, indirgeyici koruyucu gaz olarak kullanılabilir, yanma için oksijenle karıştırılabilir ve gaz kaynağı için bir ısı kaynağı olarak kullanılabilir
azot
N2
Kimyasal özelliği aktif değildir ve yüksek sıcaklıkta doğrudan hidrojen ve oksijen ile birleşebilir. Kaynak sırasında erimiş havuza girmesi zararlıdır. Temelde bakır ile reaksiyona girmez ve koruyucu gaz olarak kullanılabilir.
Nitrojen ark kaynağı sırasında, koruyucu gaz olarak nitrojen kullanılır. kaynak bakır ve paslanmaz çelik. Azot ayrıca plazmada da yaygın olarak kullanılır ark kesme dış koruyucu gaz olarak
Alın kaynağının ısı girdisi saf Ar'ınkinden daha yüksektir
N2
99,9% saflığı
yüksek
fark
fark
Çelikte gözeneklilik ve nitrür üretir
Düz
–
4. Kaynakta karışık gaz uygulaması
1)Ar + He
Geliştirebilir kaynak penetrasyonugözenekliliği azaltır ve üretim verimliliğini artırır.
Bakır, alüminyum ve alaşımlarının yanı sıra titanyum, zirkonyum ve diğer metaller üzerinde kullanılabilir.
2)Ar + H2
Hidrojen ilavesi ark sıcaklığını yükseltebilir, ana metale ısı girdisini artırabilir ve CO gözenekliliğinin oluşumunu azaltabilir.
Karışım gazı indirgeyici bir maddedir ve nikel ve alaşımlarının yanı sıra paslanmaz çelik boruların kaynağı için idealdir.
3)Ar + N2
Ark sıcaklığını arttırmak için N2 eklemelisiniz. Hafif bir N ilavesi2 ark sertliğini artırabilir ve kaynak oluşumunu geliştirebilir.
Bu teknik, aşağıdaki gibi demir dışı metallerin kaynağı için uygundur bakır ve alüminyum.
4)Ar + O2
Ar+O2'deki oksijen içeriği (düşük içerik) 1-5% aralığındadır, bu da çözeltinin ıslanabilirliğini artırır, gözenekliliği en aza indirir ve arkı stabilize eder. Bu yöntem aşağıdakiler için uygundur paslanmaz çeli̇k kaynağidüşük karbonlu çelik ve düşük alaşımlı çelik dahil olmak üzere.
Ar+O2 (yüksek içerik) yaklaşık 20% oksijen içeriğine sahiptir, bu da üretim verimliliğini artırır, gözenekliliği azaltır ve kaynakların darbe tokluğunu artırır. Bu yöntem karbon çeliği ve düşük alaşımlı yapısal çeliklerin kaynağı için uygundur.
5)Ar + CO2
Kararlı ark, minimum sıçrama, kolay eksenel sprey transferi, optimum kaynak oluşumu ve geniş bir uygulama yelpazesi (hem sprey transferi hem de kısa devre transferi için uygundur).
6)Ar + CO2 + O2
Düşük karbonlu ve düşük karbonlu malzemelerin kaynağı için en uygun gaz karışımının alaşımlı çelik 80% Argon, 15% Karbondioksit ve 5% Oksijendir. Bu karışım kaynak oluşumu, bağlantı kalitesi, metal transferi ve ark stabilitesi açısından mükemmel sonuçlar verir ve oldukça tatmin edicidir.
7)CO2 + O2
Yüksek biriktirme oranı, derin nüfuziyet, kaynak metalinde düşük hidrojen içeriği, yüksek akım özellikleri ile güçlü kaynak, kararlı ark ve minimum sıçrama.
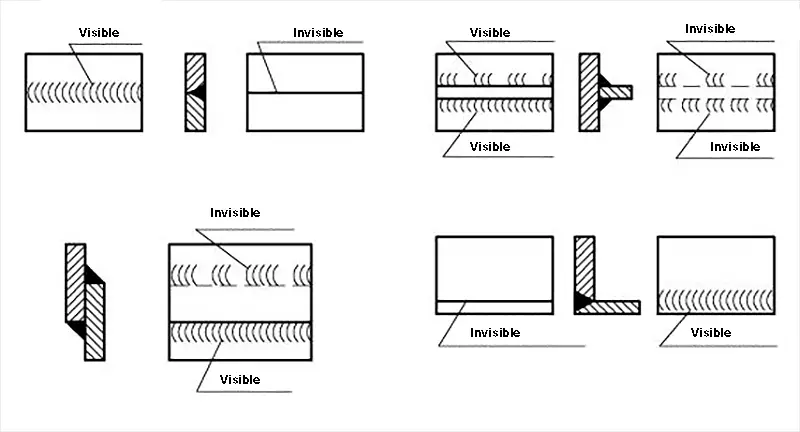
Yaygın kaynak hataları
1. Kaynakta şekil hatası (Şekil 6-1)
6-1
2. Kalifiye olmayan kaynak boyutu (Şekil 6-2)
6-2
3. Alttan kesme (Şekil 6-3)
6-3
Bir kaynağın ucu veya kökü boyunca oluşturulan bir oluk.
1) Aşırı kaynak akımı;
2) Kaynak arkı çok uzun;
3) Elektrot açısı yanlış.
4. Tam olmayan penetrasyon (Şekil 6-4)
6-4
Kaynak sırasında birleşme kökünün tam nüfuz etmemesi.
1) Yanlış oluk boyutu;
2) Kaynak işlemi parametrelerinin yanlış seçilmesi;
3) Elektrot yiv merkezinden sapıyor veya açı yanlış.
5. Füzyon yok (Şekil 6-5)
6-5
Kaynak metali ile ana metal arasında eksik füzyon ve yapışma veya kaynak boncuğu Metal.
1) Kaynak akımı çok küçük veya kaynak hızı çok yüksek;
2) Kaynak öncesi niteliksiz temizlik;
3) Elektrot kaynak merkezinden sapar.
6. Krater (Şekil 6-6)
6-6
Bir kaynağın sonunda veya bir bağlantıda oluşan bir çöküntü.
7. Yanma (Şekil 6-7)
6-7
Kaynak sırasında erimiş metal, delik oluşturmak için oluğun arkasından dışarı akar.
8. Örtüşme (Şekil 6-8)
Erimiş metalin kaynak dışındaki erimemiş ana metale akmasıyla oluşan metal nodül.
9. Cüruf ekleme ve dahil etme
Cüruf veya metalik olmayan Kaynaktan sonra kaynakta kalan kirlilikler.
10. Hava deliği (Şekil 6-10)
Kaynak sonrası kaynak içinde kalan gazın oluşturduğu delik.
② Martensitik dönüşüm sıcaklığının altında soğutulmuş bir çatlak
③ Yeniden ısıtma çatlağı
④ Lamel yırtılması nedeniyle plakanın yuvarlanma yönü boyunca merdiven şeklinde çatlaklar
12. Sıçrama
CO içinde2 kaynağında, kaynak telindeki erimiş metalin çoğu kaynak havuzuna aktarılır, ancak bir kısmı kaçar ve sıçrama oluşturur. CO için kalın kaynak teli kullanıldığında2gaz korumalı kaynak büyük parametrelerde, sıçrama 20%'ye kadar yüksek bir oranla özellikle şiddetli hale gelebilir.
Bu da normal kaynak yapılamamasına neden olur. Sıçrama, kaynak verimliliğini azalttığı, kaynak kalitesini etkilediği ve kötü çalışma koşulları yarattığı için zararlıdır.
Sıçrama tehlikesi
CO'daki metal sıçrama kaybı2 Gaz korumalı kaynak, kaynak telinden gelen erimiş metalin 10% ila 30-40% arasında herhangi bir yerini açıklayabilir. İdeal kayıp 2-4% olarak kontrol edilir.
Bu kaybın çeşitli olumsuz etkileri vardır:
Kaynak teli ve elektrik tüketimini artırarak verimliliği düşürür ve maliyetleri yükseltir.
Sıçrayan metal, kontak nozulunu ve memeyi tıkayarak besleme sorunlarına neden olabilir ve arkın stabilitesini bozabilir, ayrıca arkın koruyucu etkisini azaltabilir. koruyucu gaz ve kaynağın kalitesi.
Kaynaktan sonra sıçrayan metalin temizlenmesi gerekir, bu da toplam çalışma saatlerini artırır.
Sıçramalar kaynakçının giysilerini ve cildini bile yakarak çalışma ortamını tehlikeli hale getirebilir.
Metal sıçramasının önlenmesi ve azaltılması CO2 gaz korumalı kaynak.
CO2 ark kaynağında her bir kaynak teli çapı için sıçrama oranı ile kaynak akımı arasında bir korelasyon vardır. Düşük akım bölgesinde (kısa devre geçiş bölgesi) sıçrama oranı düşüktür. Akım yüksek akım bölgesine (ince parçacık geçiş bölgesi) girdiğinde sıçrama oranı tekrar azalır. Ancak orta bölgede sıçrama oranı en yüksektir.
Kaynak akımı 150A'den az veya 300A'den fazla olduğunda sıçrama oranı düşüktür ve bu iki değer arasında yüksektir. Sıçrama oranını en aza indirmek için, bu yüksek sıçrama oranı alanında kaynak akımları seçmekten kaçınmak en iyisidir.
Kaynak akımı belirlendikten sonra, mümkün olan en düşük sıçrama oranını sağlamak için uygun voltaj seçilmelidir.
Kaynak Tabancasının Açısı:
Kaynak tabancası dikey tutulduğunda sıçrama miktarı en düşük seviyededir. Tabancanın eğim açısı arttıkça sıçrama oranı da artar. Kaynak tabancasının 20 dereceden fazla öne veya arkaya eğilmemesi önerilir.
Kaynak Telinin Uzatma Uzunluğu:
Sıçrama oranı kaynak telinin uzatma uzunluğundan da etkilenir. Sıçramayı en aza indirmek için kaynak telinin uzunluğunu mümkün olduğunca kısa tutmak en iyisidir.
(2) Uygun kaynak teli malzemesi ve koruyucu gaz bileşimini seçin.
Örneğin:
Kaynak sırasında CO gazı oluşumunu en aza indirmek için, düşük karbonlu çelik kaynak teli seçilmesi tavsiye edilir. karbon içeriği mümkün olduğunca.
Deneyimler gösteriyor ki karbon içeriği kaynak telinde 0,04%'ye düşürülürse sıçrama önemli ölçüde azaltılabilir.
Kaynak yaparken boru şeklindeki kaynak telini tercih edin.
Boru şeklindeki kaynak telindeki özlü tel, gaz cürufu bağlantı koruması sağlayan, kaynak işlemini daha kararlı hale getiren ve sıçramayı önemli ölçüde azaltan deoksidizörler ve ark stabilizatörleri içerir. Özlü telin metal sıçrama oranı, katı telin yaklaşık üçte biri kadardır.
(3) CO2 karışımı uzun ark kaynağı sırasında koruyucu gaz olarak kullanılır.
Spesifikasyon parametrelerinin doğru seçilmesi ve tozaltı ark yönteminin kullanılmasıyla sıçrama oranı azaltılabilse de, üretilen sıçrama miktarı hala önemlidir.
Karbondioksit (CO) içerisine belirli miktarda Argon (Ar) gazı eklenmesi2) gazı, partiküllerin aşırı kaynaklanmasından kaynaklanan metal sıçramasını azaltmak için en etkili yöntemdir.
Saf CO'in fiziksel ve kimyasal özellikleri2 gazı, karışıma Argon eklendiğinde değişir.
Argon gazı oranı arttıkça sıçrama miktarı giderek azalır.
CO2+Ar karışımlı gaz sadece sıçramayı azaltmakla kalmaz, aynı zamanda kaynak oluşumunu iyileştirir, kaynak penetrasyonunu, yüksekliğini ve takviyesini etkiler.
Argon içeriği 60%'ye ulaştığında, transfer damlacıklarının boyutu belirgin şekilde azaltılabilir ve eşit sprey transferi sağlanabilir, böylece damlacık transfer özellikleri iyileştirilir ve metal sıçraması azaltılır.
Kaynak hatalarının diyagramı
1. Kaynak ölçeği
Onarım yöntemi
Kireç çözme işleminden sonra kaynak yüzeyi
2. Hava deliği
Onarım yöntemi: Kaynağı taşlayın ve çıkarın ve yeniden kaynak yapın.
3. Krater iğnesi şeklinde hava deliği
4. Hava deliği (kum deliği)
5. Büzülme boşluğu
6. Uç çatlağı/kaynak çatlağı
7. Kötü kaynakların görünümü
8. Örtüşme ve flaş
9. Alttan kesme
10. Düzensiz kaynak
11. Kötü görünüm
Kaynak sembolü ve işareti
1. Temel semboller
Kaynak sembolü bir temel sembol ve bir lider çizgisinden ve gerekirse ek sembollerden, tamamlayıcı sembollerden ve kaynağın boyutunu gösteren sembollerden oluşur.
Temel sembol kaynağın enine kesit şeklini temsil eder ve Tablo 4-2'de bulunan kaynağın enine kesit şekli sembolüne benzer.
2. Yardımcı semboller ve tamamlayıcı semboller
Yardımcı semboller, kaynak yüzeyinin şekil özelliklerini gösteren sembollerdir. Kaynağın yüzey şeklinin belirtilmesi gerekli değilse bu semboller atlanabilir.
Kaynak yüzeyinin belirli özelliklerini temsil eden sembolleri tamamlamak için ek semboller kullanılır. Bu sembolleri temsil etme yöntemleri Tablo 4-3'te gösterilmiştir.
3. Kaynak boyut sembolü
Tasarım veya üretim sırasında kaynak boyutunun belirtilmesi gerekiyorsa, Tablo 4-4'te gösterildiği gibi kaynak boyutu sembolü ile belirtilir.
Tablo 4-3 Kaynakların Yardımcı Sembolleri ve Tamamlayıcı Sembolleri
Seri No
İsim
Tip
Yardımcı sembol
Açıkla
1
Düzlem sembolü
Kaynak yüzeyinin aynı hizada olduğunu gösterir
2
Depresyon sembolü
Kaynak yüzeyindeki çökmeyi belirtir
3
Yükseltilmiş sembol
Kaynak yüzeyi çıkıntısını gösterir
Seri No
İsim
Tip
Tamamlayıcı sembol
Açıkla
1
Destek plakalı sembol
Kaynağın altında bir destek plakası olduğunu gösterir
2
Üç taraflı kaynak sembolü
Üç yan kaynak sembolünün açılma yönünün temel olarak üç yan kaynağın gerçek yönü ile tutarlı olması gerekir
3
Çevresel kaynak sembolü
İş parçasının etrafında kaynak yapıldığını gösterir
4
Site Sembolleri
Şantiyede veya inşaat sahasında kaynak yapıldığını gösterir
Tablo 4-4 Kaynakların Boyut Sembolleri
Sembol
İsim
Kroki Harita
δ
Sac kalınlığı
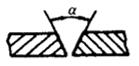
α
Yiv açısı
b
Popo açıklığı
p
Künt kenar yüksekliği
c
Kaynak genişliği
K
Fileto boyutu
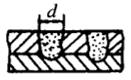
d
Külçe çapı
S
Etkin kaynak kalınlığı
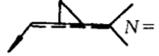
N
Özdeş kaynak sembolü sayısı
K
Fileto boyutu
R
Kök yarıçapı
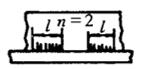
l
Kaynak uzunluğu
n
Kaynak segmentlerinin sayısı
H
Yiv derinliği
h
Kaynak takviyesi
β
Yiv yüzey açısı
4. Lider
(1) Lider çizgisi, ok başlı bir ok çizgisi ve iki referans çizgisinden (biri ince düz bir çizgi, diğeri noktalı bir çizgi) oluşur.
(2) Noktalı çizgi, ince düz çizginin üstünde veya altında yer alabilir.
Referans çizgisi genellikle başlık bloğunun uzun kenarına paraleldir, ancak gerekirse başlık bloğunun uzun kenarına dik de olabilir.
Ok çizgisi ince düz bir çizgi kullanılarak çizilir ve ok ilgili kaynak dikişini gösterir. Gerekirse ok çizgisi bir kez bükülebilir.
Kaynak yönteminin açıklanması gerekiyorsa, referans satırının sonuna bir kuyruk sembolü eklenebilir.
Şekil 4-1 Kaynak sembolü lideri
5. Yaygın kaynakların boyutlandırma yöntemi
(1) Kaynağın enine kesitindeki boyutlar temel sembolün sol tarafında işaretlenmiştir.
(2) Kaynak uzunluğu boyunca boyutlar temel sembolün sağ tarafında işaretlenmiştir.
(3) Yiv açısı (α), yiv yüzey açısı (β) ve kök boşluğu (b) temel sembolün üstünde veya altında işaretlenmiştir.
(4) Aynı kaynak miktarı ve kaynak yöntemi kodu kuyrukta belirtilir.
(5) İşaretlenecek çok miktarda boyut verisi varsa ve ayırt edilmesi zorlaşıyorsa, bilgilerin netleştirilmesine yardımcı olmak için verilerin önüne ilgili boyut sembolleri eklenebilir.
Tablo 12-1 Kaynak Sembolleri ve İşaretleme Yöntemleri
Kaynak bağlantısı ve oluk tipi
Ortak kaynaklı bağlantılar şekilde gösterildiği gibi alın derzi, T derzi, köşe derzi ve bindirme derzidir.
Kaynaklı bağlantıların seçimi öncelikle kaynağın yapısına, kaynak parçasının kalınlığına, kaynağın mukavemet gereksinimlerine ve inşaatın gerçekleştiği koşullara dayanmaktadır.
Belirtilen kaynak çekme yöntemi
İş parçalarının birbirine kaynaklanmasından sonra oluşan çizgi kaynak dikişi olarak adlandırılır.
Bir çizimde kaynağın basit bir gösterimi gerekiyorsa, bir görünüm, kesit görünümü veya aksonometrik diyagram kullanılarak gösterilebilir.
Bir çizimde kaynağı temsil etmenin özel yöntemi şekilde gösterilmiştir.
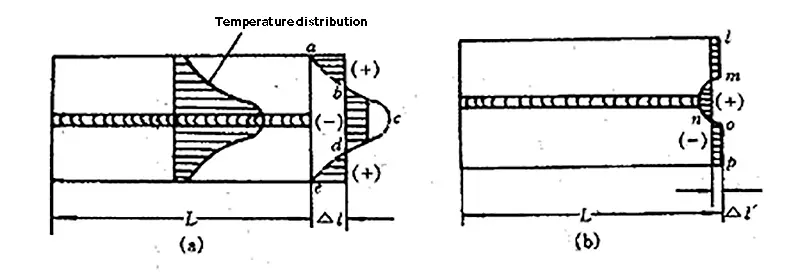
Kaynak gerilimi ve deformasyon
Yapısal kaynak her zaman kaynak deformasyonuna ve gerilmeye neden olur.
Kaynak işlemi sırasında, deformasyon ve iç stres Kaynak parçasında oluşan ve zamanla değişen deformasyon, sırasıyla geçici deformasyon ve geçici kaynak gerilimi olarak adlandırılır.
Kaynak sonrası oda sıcaklığına soğuduktan sonra kaynak parçasında kalan deformasyon ve gerilme sırasıyla artık kaynak deformasyonu ve artık kaynak gerilimi olarak bilinir.
3.1 Kaynak gerilimi ve deformasyonunun nedenleri
Kaynak gerilimi ve deformasyonunun temel nedeni, kaynak bölgesinin eşit olmayan şekilde ısıtılması ve soğutulmasıdır.
Kaynak işlemi sırasında kaynak parçası lokal olarak ısıtılır ve metalin genleşme ve büzülme özelliği nedeniyle deformasyon meydana gelir.
Bununla birlikte çelik levha katı bir parçadır ve bu genişleme serbestçe gerçekleşemez.
Sonu çelik levha sadece Δι kadar bir miktarda eşit olarak genişleyebilir.
Düz levhanın alın kaynağı sırasında gerilme ve deformasyon
(a) Kaynak sırasında; (b) Kaynak işleminden sonra.
Soğutma sırasında, kaynağın yakınındaki metal kaynak sırasında kalıcı basınçlı plastik deformasyona uğramıştır ve her iki taraftaki metal tarafından da sınırlandırılmıştır.
Genel tutarlılığı korumak için, Δι' eşit olarak azaltılır, bu da kaynak alanında belirli bir miktar elastik gerilim ve her iki taraftaki metalde belirli bir miktar elastik sıkıştırma oluşturur.
Sonuç olarak, kaynak bölgesinde ve çevresindeki metalde çekme gerilimi ve her iki taraftaki metalde basınç gerilimi vardır.
Eleman içindeki gerilim bir denge halindedir. Gözlemlenebilir ki alın kaynağı Düz bir plakada Δι' uzunluğu kaynak öncesine göre daha kısadır.
Aynı zamanda, kaynak bölgesinde çekme gerilimi oluşur ve kaynaktan uzakta her iki taraftaki metalde basma gerilimi yaşanır.
Başka bir deyişle, kaynak gerilimi ve deformasyonu oda sıcaklığında korunur ve artık kaynak gerilimi ve deformasyonu olarak bilinir.
3.2 Kaynak artık gerilmesinin dağılımı, etkisi ve giderilmesi
Kaynak gerilimi dört kategoriye ayrılabilir: termal gerilim, kısıtlama gerilimi, faz değişimi gerilimi ve artık kaynak gerilimi. Artık kaynak gerilimi genellikle çok yüksektir.
Kalın kaynaklı yapılarda, artık kaynak gerilimi genellikle aşağıdaki değerlere ulaşabilir akma dayanımı malzemenin.
1. Kaynak geriliminin sınıflandırılması
(1) Boylamasına gerilme: Kaynak uzunluğu boyunca gerilme.
(2) Enine gerilme: Kaynak uzunluğuna dik ve parçanın yüzeyine paralel gerilme.
(3) Kalınlık yönündeki gerilme: Kaynağın uzunluğuna ve bileşenin yüzeyine dik gerilme.
2. Kaynak artık gerilmesinin dağılımı
(1) Kaynağın boylamasına gerilmesi σ x
Kaynağın boylamasına yönü boyunca oluşan gerilme boylamasına gerilme (σ x) olarak adlandırılır.
Kaynağın boylamasına yönüne dik olan gerilme enine gerilme (σ y) olarak adlandırılır.
Kaynak yakınındaki sıkıştırıcı plastik deformasyon bölgesinde, boylamasına gerilme (σ x) çekme gerilmesidir ve tipik olarak aşağıdaki değerlere ulaşabilir akma dayanımı malzemenin.
Kaynak kesitlerinin dağılımı
(2) Kaynağın enine gerilmesi
Şekilde enine gerilme (σy) dağılımı gösterilmektedir. plaka kaynağı belirli bir uzunlukta.
σy kaynaktaki çekme gerilmesi ve kaynağın yakınındaki sıkıştırıcı plastik deformasyon bölgesidir, iki uç ise sıkıştırıcı gerilmeye maruz kalır.
Kaynak merkezinden uzaklaştıkça σy daha hızlı azalır.
Kalın levha kaynaklı yapılarda boyuna ve enine gerilmelere ek olarak kalınlık yönü boyunca da gerilmeler meydana gelmektedir.
Üç yöndeki gerilim dağılımı kalınlık yönünde oldukça dengesizdir.
Kalın levha elektroslag kaynağı, kaynağın merkezinde levha kalınlığının artmasıyla artan üç eksenel çekme gerilmesine neden olur, ancak yüzeyde basınç gerilmesi yaşanır.
3. Kaynak artık gerilmesinin etkisi
(1) Basınçlı Parçaların Mukavemeti ve Stabilitesi Üzerindeki Etkisi
Bileşen çekme yükü altında olduğunda, artık kaynak gerilimi yük gerilimine eklenecek ve bileşenin mukavemetini etkileyecektir.
(2) Bileşenlerin Gevrek Kırılması Üzerindeki Etkisi
Bileşenin nominal gerilimindeki artış, kaynak bağlantı bölgesindeki malzeme tokluğundaki azalma ve kaynak hatalarıdüşük dış yükler altında gevrek kırılma olasılığını artıracaktır.
Kaynak bölgesindeki artık çekme gerilimi, yapının ortalama çekme gerilimi değerini yükseltebilir ve yorulma ömrünü azaltabilir.
(4) Kaynak Parçalarının İşleme Doğruluğu ve Boyutsal Kararlılığı Üzerindeki Etkisi
(5) Çatlak Yayılımı Üzerindeki Etkisi
Kaynak bölgesinin çatlak durumu değerlendirilirken, artık kaynak gerilimi dikkate alınmalıdır.
Çatlak büyümesini yönlendiren gerilme yoğunluğu faktörü (KI) hesaplanırken artık stres (σr) eşdeğer çekme gerilmesi (σ3), artık gerilmenin çatlak büyümesine katkısını temsil eder:
σ3 = αrσr
Burada σr çatlağın türü (geçiş çatlağı, gömülü çatlak, yüzey çatlağı) ve çatlağın yönü (füzyon hattına paralel çatlaklar, füzyon hattına dik çatlaklar ve dolgu çatlakları) ile ilgilidir. kaynak çatlakları).
4. Kaynak artık gerilmelerini azaltmak ve ortadan kaldırmak için önlemler ve yöntemler
(1) Tasarımda kaynak gerilimini azaltmanın anahtarı, gerilim örtüşmesini önlemek ve tepe gerilimini azaltmak için kaynakları uygun şekilde düzenlemektir.
① Kaynak sayısını en aza indirin ve kaynakların boyutunu ve uzunluğunu azaltın.
② Kaynaklar yeterince aralıklı olmalı ve karmaşık üç boyutlu gerilimi önlemek için mümkün olduğunca kesişmekten kaçınılmalıdır.
③ Gerilim yoğunlaşmasını önlemek için kaynaklar yüksek gerilimli ve kesitte ani değişikliklerin olduğu alanlara yerleştirilmemelidir.
④ Daha esnek olan masa tipi bağlantı kullanılmalıdır ve flanşlama yerleştirme tüpünü değiştirmelidir.
Küresel Kapların İki Ekleme Yöntemi (a) Kademeli kaynaklar; (b) Kaynak kesişimi
(2) Süreçteki Kaynak Gerilimini Azaltma Teknikleri
① Makul bir kaynak sırası ve yönü benimseyin ve çoğu kaynağı daha az sertlikle gerçekleştirin.
② İç kaynak gerilimini azaltmak için kaynak alanı ile tüm yapı arasındaki sıcaklık farkını en aza indirin. Genel ön ısıtma ve düşük doğrusal enerji kullanın.
③ Kaynak gerilimini ve deformasyonu azaltmak için çekiç kaynağı kullanın.
④ Hidrojen içeriğini azaltın ve hidrojeni ortadan kaldırın.
(3) Artık gerilmeyi ortadan kaldırma yöntemi öncelikle kaynak sonrası artık gerilmenin ortadan kaldırılmasını içerir. Belirli bir boyutu aşan basınç bileşeni kalınlığına sahip kazanlar ve basınçlı kaplar için, kaynak sonrası ısıl işlem aşağıdakileri ortadan kaldırmak için gereklidir iç stres.
Genel olarak kaynak, iş parçasında deformasyona neden olur. Deformasyon kabul edilebilir sınırı aşarsa, işlevselliği etkileyecektir.
Deformasyonun ana nedeni, kaynak sırasında kaynak parçasının eşit olmayan şekilde ısıtılması ve soğutulmasıdır.
Kaynak sırasında kaynak parçası sadece lokal bölgelerde ısıtılır, ancak ısıtılan bölgedeki metal, etrafındaki daha düşük sıcaklıktaki metal nedeniyle serbestçe genişleyemez.
Soğurken, çevresindeki metal tarafından tutulduğu için serbestçe büzüşemez.
Sonuç olarak, ısıtılan metalin bu kısmı çekme gerilimi yaşarken, metalin diğer kısımları bununla dengeli olarak basınç gerilimi yaşar.
Bu gerilmeler metalin akma sınırını aştığında kaynak deformasyonu meydana gelir.
Çatlaklar, metalin mukavemet sınırı aşıldığında ortaya çıkar.
3.3 Kaynak deformasyonunun formları, etkileyen faktörler ve kontrol yöntemleri
1. Kaynak deformasyon formları
Kaynak deformasyonunun biçimleri çeşitlilik gösterebilir. En yaygın formlar beş temel form veya bu formların kombinasyonlarıdır.
Kaynak deformasyonunun temel formları
Şekil (a), alın kaynağı sonrasında düz bir levhadaki boylamasına ve enlemesine büzülme deformasyonunu göstermektedir;
Şekil (b), yerleştirme sonrasında düz bir plakadaki açısal deformasyonu göstermektedir;
Şekil (c), bir silindirdeki kaynak düzenlemesinin kaynak parçasının merkez ekseninden sapmasının neden olduğu eğilme deformasyonunu göstermektedir;
Şekil (d) kaynak sonrası ince cidarlı bir kaynak parçasındaki dalgalı deformasyonu göstermektedir.
Ayrıca, kiriş-kolon yapıları kaynak sırasında bozulmaya karşı hassastır.
Büzülme deformasyonu ve eğilme deformasyonu genel deformasyon biçimleriyken, diğer biçimler yerel deformasyon olarak kabul edilir.
2. Kaynak deformasyonunu etkileyen faktörler
(1) Kaynak Pozisyonunun Kaynak Deformasyonu Üzerindeki Etkisi
Kaynaklar yapıda simetrik olarak düzenlendiğinde, sadece boyuna ve enine kısalma meydana gelir. Bununla birlikte, kaynaklar yapıda asimetrik olarak düzenlenirse, eğilme deformasyonu meydana gelecektir. Kaynak kesitinin ağırlık merkezi, birleştirme kesitinin ağırlık merkezinden saptığında açısal deformasyon meydana gelecektir.
(2) Yapısal Sertliğin Etkisi
Aynı kuvvet altında, büyük rijitliğe sahip yapılar daha az deformasyona sahipken, düşük rijitliğe sahip yapılar daha fazla deformasyona sahiptir. Kaynak deformasyonu her zaman yapısal veya kaynak rijitliğinin en az kısıtlandığı yönde gerçekleştirilir.
(3) Montaj ve Kaynak Sırasının Etkisi
Bir şerit kaynağı yaparken rijitlik kısıtlaması, montaj ve kaynak prosedürüne bağlıdır. Simetrik kesitlere ve kaynaklara sahip yapılar için, önce bir bütün halinde birleştirme yöntemi kullanılabilir. Karmaşık kaynak yapıları için, çoklu kaynaklar nedeniyle, her kaynağın neden olduğu deformasyon diğer kaynakları etkiler ve kontrol edilmesini zorlaştırır. Bu nedenle, genel kaynak deformasyonunu kontrol etmek için kısmi montaj, kaynak, yeniden montaj ve yeniden kaynak prosedürü benimsenmelidir.
(4) Diğer Etkili Faktörler
Deformasyon ayrıca oluk tipi, montaj boşluğu, kaynak özellikleri ve kaynak yöntemi ile de yakından ilgilidir.
3. Kaynak deformasyonunu kontrol etme yöntemleri
Kaynak deformasyonunu kontrol etmek ve en aza indirmek için uygun tasarım şemalarının ve proses önlemlerinin benimsenmesi önemlidir.
(1) Taşıma kapasitesi için makul bir tasarım sağlarken kaynakların sayısını, uzunluğunu ve boyutunu mümkün olduğunca azaltın.
Kaynakların konumunu, yapıdaki tüm kaynaklar kesitin nötr eksenine simetrik veya mümkün olduğunca yakın olacak şekilde makul bir şekilde düzenleyin. Bu, kaynak parçasının deformasyonunu azaltmaya yardımcı olacaktır.
(2) Gerekli Süreç Tedbirleri:
① Rezerv Küçülme Ödeneği:
İş parçasını hazırlarken uygun bir büzülme payı ekleyin.
Tipik olarak, kaynağın boylamasına büzülmesi kaynağın uzunluğuna göre hesaplanır ve oluk, bağlantı tipi ve plaka kalınlığı gibi faktörlere bağlıdır.
② Ters Deformasyon Yöntemi:
Ters deformasyon yöntemini belirlemek için deneyim veya hesaplama yöntemlerini kullanın.
Kaynak yapmadan önce, iş parçasındaki potansiyel deformasyonun boyutunu ve yönünü değerlendirmek çok önemlidir. Artık deformasyonu önlemek için, kaynağı deformasyonun ters yönünde yerleştirin veya montaj sırasında önceden yapay deformasyon uygulayın. Uygun kontrol, iş parçasının doğru şekle ulaşmasını sağlamaya yardımcı olacaktır.
8~12mm kalınlığında çelik levhanın alın kaynağında deformasyon önleyici kontrol
③ Uygun Kaynak Yöntemlerini ve Teknik Özelliklerini Seçin:
Deformasyonu azaltmak için enerji yoğun ısı kaynaklarını ve hızlı kaynak yöntemlerini kullanın.
④ Optimal Montaj ve Kaynak Sırası:
Büyük yapıyı daha küçük parçalara ayırın, her bir parçayı ayrı ayrı monte edin ve kaynaklayın ve ardından parçaları birleştirerek tam bir bütün haline getirin.
⑤ Sağlam Sabitleme:
Dış kısıtlamalar yoluyla deformasyonu azaltmak için kaynak yapmadan önce yapıyı sabitleyin ve kelepçeleyin. Ancak, rijit Klempleme kaynak parçasının serbest büzülmesini önleyerek bileşen içinde yüksek iç gerilime yol açabilir.
Bu nedenle, kaynak malzemesinin ve yapısının dikkatli bir şekilde seçilmesi çok önemlidir.
⑥ Makul kaynak sırası kullanın
4. Kaynak deformasyonunun düzeltilmesi
Deformasyon kontrol yöntemlerinin benimsenmesine rağmen, kaynak sonrası deformasyonu önlemek hala zordur. Kaynak parçasının deformasyonu ürün teknik gereksinimlerinde belirtilen sınırları aştığında, ürün kalite standartlarını karşılamak için kaynak sonrası düzeltme yapılması gerekir.
Düzeltmenin amacı, kaynak sırasında meydana gelen deformasyona karşı koymak için kaynak bileşenlerinde yeni deformasyona neden olmaktır. Bununla birlikte, düzeltme işlemi genellikle bileşenlerdeki iç gerilimi artırır.
Düzeltme sırasında lokal kırıklardan kaçınmak için kaynak kalıntı gerilimi deformasyonu düzeltmeden önce. Bu, bileşenin bütünlüğünün ve stabilitesinin sağlanmasına yardımcı olacaktır.
Üretimde Yaygın Mekanik ve Alev Düzeltme Yöntemleri:
(1) Mekanik Düzeltme Yöntemi:
Mekanik düzeltme yöntemi, plastik deformasyon üretmek ve kaynak deformasyonunu düzeltmek için mekanik basınç veya soğuk çekiç kullanmayı içerir.
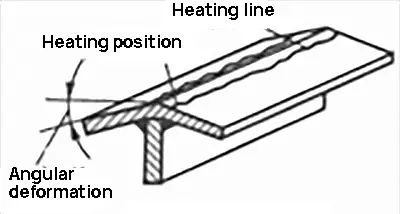
(2) Alev Düzeltme Yöntemi:
Alevle düzeltme yöntemi, etkilenen bölgedeki uzama ve deformasyona karşı koymak için alevle lokal ısıtmanın neden olduğu büzülmeyi kullanır. Isıtma konumunun doğru belirlenmesi çok önemlidir ve alev düzeltme için ısıtma sıcaklığı tipik olarak 600-800°C arasındadır.
Alevli ısıtma ile T-kiriş kaynak deformasyonunun düzeltilmesi
Üst kemer deformasyonunun düzeltilmesi
Açısal deformasyonun düzeltilmesi
(3) Düzeltme sırasında Çelik Tipine Özel Dikkat Gösterin:
Düzeltme yaparken, aşağıdakilere dikkat etmek önemlidir çelik türü kullanılıyor:
Gerilim korozyonunu önlemek için korozyona dayanıklı ekipmanlarda çekiç kullanmaktan kaçının.
Eğilimli çelikler taneler arası korozyon ve yüksek sertleşme alev düzeltmesi kullanılarak düzeltilmemelidir.
Soğuk çatlama eğilimi yüksek olan yüksek mukavemetli çelikler için, kolayca soğuk iş sertleşmesine neden olabileceğinden mekanik yöntemlerin kullanımını en aza indirmek en iyisidir.
Kaynak proses elemanları ve özellikleri
Kaynak teknolojisi kaynaklı bağlantıların kalitesinin sağlanmasında kritik bir faktördür. Bir üretim ortamında, kaynak işleminin unsurları ayrıntılı kaynak prosedürü kılavuzlarında ana hatlarıyla belirtilmiştir.
Ayrıntılı kaynak prosedürü kartı, ilgili kaynak prosedürü yeterlilik testinin sonuçlarına göre oluşturulur.
Detaylı kaynak prosedürü kartında belirtilen unsurlar şunları içerir:
(1) Sürekli AC veya DC kaynağı kullanırken, kaynak spesifikasyonlarındaki ana elektrik parametreleri şunlardır kaynak gerilimi ve güncel.
(2) Darbe akım kaynağı için ek elektrik parametreleri arasında alternatif frekans, açma-kapama oranı, temel akım ve tepe akım değeri bulunur.
(3) Kaynak spesifikasyon parametrelerinin seçilmesindeki ilke, teknik koşullarda belirtilen performans gerekliliklerini karşılarken aynı zamanda uygun nüfuziyet ve çatlaksız bir kaynak boncuğu sağlamaktır.
Elektrik parametrelerini seçerken, aşağıdakilerin etkisini göz önünde bulundurmak önemlidir kaynak ısısı ortak performansa ilişkin girdi.
Manuel ark kaynağı elektrot çaplarının ve ilgili kaynak akımı aralığının seçimi için Tablo 4-8'e bakın.
Tablo 4-8 Manuel ark kaynağı için elektrot çapı ve kaynak akımı seçimi
Çelik parçaların kalınlığı (mm)
1.5
2
3
4~5
6~8
9~12
12~15
16~20
>20
Elektrot çapı (mm)
1.6
2
3
3~4
4
4~5
5
5~6
6~10
Kaynak akımı (A)
25~40
40~65
65~100
100~160
160~210
160~250
200~270
260~300
320~400
Tablo 4-9 Eğimli iş parçaları için çift taraflı tozaltı otomatik kaynak özelliklerinin seçimi
Otomatik tozaltı kaynağı
Yiv formu
Kaynak teli çapı (mm)
Kaynak sırası
kaynak akımı(A)
Ark gerilimi(V)
Kaynak hızı(m/h)
14
5
pozitif
830~850
36~38
5
negatif
600~620
36~38
16
5
pozitif
830~850
36~38
5
negatif
600~620
36~38
18
5
pozitif
830~850
36~38
5
negatif
600~620
36~38
22
6
pozitif
1050~1150
38~40
5
negatif
600-620
36~38
24
6
pozitif
1100
38~40
5
negatif
800
36~38
30
6
pozitif
100~1100
36~40
5
negatif
900~1000
36~38
Kaynak çatlakları ve kontrolü
Kaynak çatlakları Kaynak sırasında veya sonrasında metalürji, malzemeler veya iç ve dış kuvvetler gibi kaynakla ilgili nedenlerden dolayı kaynak bağlantısı içindeki metal malzemenin ayrılmasını (yerel kırılma) ifade eder.
Çatlaklar en tehlikeli durumlardan biridir kaynak hatalarıkeskin uçlar ve çatlak uzunluğundan çok daha küçük bir ayrılma genişliği (açılma yer değiştirmesi) ile karakterize edilir.
Kaynak çatlaklarının önlenmesi, kaynak yapılarının tasarımında ve üretiminde çok önemli bir husustur.
1. Kaynak çatlaklarının sınıflandırılması
Çok çeşitli kaynak türleri Çatlaklar ve sınıflandırma yöntemleri, çatlakların doğasına ilişkin anlayışımız derinleştikçe gelişmiştir.
Aşağıdaki tablo çatlakların zamanlaması ve konumuna göre genel bir sınıflandırma sunmaktadır.
Tablo 4-11 Mevcut çatlak sınıflandırma yöntemi
Çatlak oluşma süresi
Oluşum yeri
İsim
Kaynak işlemi
Düz çizginin yakınında
kaynak hattı
Katılaşma çatlağı
Sıcak çatlak
Isıdan etkilenen bölge
Sıvılaşma çatlağı
Katı faz çizgisinin altında
kaynak hattı
Çokgen çatlak
Yeniden kristalleşme sıcaklığına yakın T
Isıdan etkilenen bölge
Yüksek sıcaklık plastik çatlağı
Oda sıcaklığına yakın
Isıdan etkilenen bölge
Soğuk çatlak
Isıdan etkilenen bölge ve ana metal haddeleme tabakası
Lamellar yırtılma
Kaynak sonrası yeniden yüksek sıcaklıkta temperleme ısıtması sırasında
Isıdan etkilenen bölge
Çatlağı yeniden ısıtın
Aşındırıcı ortam kullanımı sırasında
Kaynaklar, ısıdan etkilenen bölge
Stres korozyon çatlaması
2. Kaynak çatlağı oluşumu için genel koşullar
Yüksek mukavemetli çelik köprülerdeki ve gemi inşa çelik yapılarındaki çatlaklar öncelikle soğuk çatlaklardır ve tüm çatlakların 90%'sini oluşturur. Petrokimya tesislerinde ve güç ekipmanlarında, sıcak çatlaklar daha yaygındır. Perlitik ısıya dayanıklı çelik, yeniden ısınma çatlaklarına eğilimlidir.
Çatlamanın iki ana nedeni vardır:
(1) Sınırlamadan kaynaklanan gerilme ve gerinim çatlamanın önemli bir nedenidir. Çatlamanın meydana gelmesi için belirli bir gerilme seviyesi gereklidir ve kaynak sırasında düzensiz ısıtma işlemi, kaynak soğutma işlemi sırasında tüm yapının kısıtlanması nedeniyle bağlantıda gerilme ve gerilmeye yol açabilir.
(2) Belirli bir sıcaklık aralığında, kırılganlık faktörlerinin varlığı nedeniyle, eklemin belirli kısımları çekme gerilimi altında çatlayacaktır.
3. Kaynak çatlakları
1. Sıcak çatlaklar
(1) Sıcak Kaynak Çatlaklarının Özellikleri:
Sıcak çatlaklar, onları diğer çatlaklardan ayıran aşağıdaki morfolojik özelliklere sahiptir:
① Çatlakların çoğu kaynak yüzeyinde açılır ve oksitlenmiş bir renge sahiptir.
② Çatlaklar genellikle dendritlerin birleştiği yerde ve kaynak kesitinin merkezinde uzunlamasına yönde meydana gelir.
③ Çatlaklar tipik olarak taneler arasıdır ve yüksek sıcaklıkta taneler arası kırılma özellikleri sergiler.
④ Çoğunlukla katılaşma sırasında ve sonrasında meydana gelirler.
(2) Oluşum Mekanizması:
Katılaşmada kaynak süreciDüşük erime noktalı ötektik mevcut olduğunda, hızlı kaynak soğutma hızı, tane katılaştığında ve tane sınırı neredeyse sıfır deformasyon direnci ile hala sıvı haldeyken tane sınırının ayrılmasına ve çatlaklar oluşturmasına neden olabilir ve kaynak çekme gerilmesi yüksektir.
(3) Etkileyen Faktörler:
① Kaynak Kimyasal Bileşiminin Etkisi:
Kaynaktaki birçok ötektik kristal, kaynak metalürjik reaksiyonlarının sonucudur.
Ötektik üretebilen elementler sıcak çatlamayı teşvik eden elementlerdir.
Taneleri rafine edebilen, yüksek erime noktalı bileşikler üretebilen veya düşük erime noktalı ötektikleri küresel veya bloklu formlarda dağıtabilen elementler sıcak çatlamayı engellemede etkilidir.
Titanyumzirkonyum, alüminyum, nadir elementler, manganez (0,8% dahilinde)
Azot, oksijen, arsenik
② Kaynak Kesit Şeklinin Etkisi:
Kaynağın ortasında yoğunlaşan makro segregasyon nedeniyle derin ve dar kaynaklarda sıcak çatlaklar oluşmaya eğilimlidir. Bu nedenle, kalın plakalar üzerinde otomatik tozaltı kaynağı yaparken, kaynak şekil katsayısının 1,3 ~ 1,5'ten büyük olmasını sağlamak için kaynak akımını ve ark voltajı oranını ayarlamak çok önemlidir.
Manuel ark kaynağında kaynak kesiti küçüktür ve akım düşüktür, bu da derin ve dar kaynaklara neden olma olasılığını azaltır.
③ Kaynak İşleminin ve Kaynak Yapısının Etkisi:
Kaynak yapısı ve kaynak işlemi, kaynak çekme gerilmesine yansıyan kaynaklı bağlantının kısıtlamasını doğrudan etkiler. Sıcak çatlaklar üzerindeki etkisi mekanik bir faktör olarak kabul edilir.
(4) Sıcak Kaynak Çatlaklarını Önlemeye Yönelik Tedbirler:
① Sıcak çatlakları önlemek için temel önlemler, kaynağın kimyasal bileşimini sıkı bir şekilde kontrol etmek, karbon, kükürt ve fosfor safsızlıklarının içeriğini sınırlamak ve kaynak malzemelerine yeterli kükürt gidericiler eklemektir.
② Aşağıdakiler gibi süreç önlemlerini uygulayın kaynak öncesi̇ ön isitma, ısı izleme ve yüksek tel enerjisi ile kaynak (kaynak şekli faktörünün çok küçük olmamasını sağlamak).
③ Kaynağın iç gerilimini en aza indirmek için kaynak parçasının sertliğini mümkün olduğunca azaltın.
2. Soğuk çatlaklar
(1) Soğuk Çatlakların Özellikleri:
Soğuk çatlaklar, düşük alaşımlı yüksek mukavemetli çelik, orta alaşımlı çelik, orta karbonlu çelik ve diğer kolay su verilen çeliklerin kaynağında en yaygın olarak oluşan kaynak hatalarıdır.
① Kaynak metalinin katılaşmasından sonra meydana gelirler, genellikle martensit dönüşüm sıcaklığında veya oda sıcaklığında.
② Çoğunlukla ısıdan etkilenen bölgede ve nadiren kaynak bölgesinde meydana gelirler.
Genellikle gecikirler.
(2) Neden: Soğuk çatlakların temel nedeni, kaynağın ısıdan etkilenen bölgesindeki düşük plastisite yapısının (sertleşen yapı), kaynaklı bağlantıdaki hidrojenin ve kaynak geriliminin birleşik etkisidir.
(3) Etkileyen Faktörler:
① Sertleştirme Etkisi:
Kolayca su verilmiş çelik kaynaklandığında, aşırı ısınmış bölge kaba bir martenzit yapısı oluşturarak ısıdan etkilenen bölgedeki metalin plastisitesini azaltır ve kırılganlığını artırır. Bu da onu yüksek kaynak gerilimi altında çatlamaya eğilimli hale getirir.
② Hidrojenin Rolü:
Hidrojen tarafından indüklenen soğuk çatlaklar, gecikmeden başlamaya, yayılmaya ve çatlamaya kadar gecikmeli kırılma özelliklerini sergiler. Gecikme süresinin uzunluğu, hidrojen konsantrasyonu ve kaynaklı bağlantının stres seviyesi ile ilgilidir.
TW - Kaynağın östenitik dönüşüm izotermal yüzeyi; TH - Isıdan etkilenen bölgede östenitik dönüşüm izotermal yüzey Hidrojenin karşılık gelen indüklenmiş difüzyonu
③ Kaynak Gerilmesinin Etkisi:
Soğuk çatlaklar, kaynak gerilimi çekme gerilimi olduğunda ve hidrojen çökelmesi ve malzeme sertleşmesi ile eşzamanlı olarak meydana geldiğinde daha olasıdır.
Kalın plakaların kaynağı, kökte soğuk çatlaklara karşı daha hassastır. Bunun nedeni, kalın plakanın sertliği ve su verme yapısının oluşmasına yol açan ve yüksek kaynak gerilimi ile sonuçlanan hızlı soğutmadır.
3. Çatlakları yeniden ısıtın
(1) Yeniden Isınma Çatlaklarının Özellikleri
① Kaynak sonrası gerilim giderme ısıl işleminden sonra 540-930°C sıcaklık aralığında yeniden ısıtma çatlakları oluşur.
② Çatlaklar, ısıdan etkilenen bölgenin iri taneli bölgesinde tane sınırları boyunca ilerler.
③ Dallanma şekline sahip taneler arası çatlaklar, kaynak veya ana metalin ince taneli alanına ulaştıklarında duracaktır.
(2) Yeniden Isınma Çatlağı Oluşum Mekanizması
Kaynak sonrası gerilim giderme ısıl işleminden ve yeniden ısıtmadan sonra, alaşım karbürleri dağılır ve 550-700 ° C'de ısıl korumadan sonra dislokasyon hatları üzerinde çökelir, bu da intragranüler yapıyı güçlendirir.
Aynı zamanda, iri taneli bölgedeki tane sınırı mukavemeti düşüktür ve plastisitesi zayıftır.
Yeniden ısıtma işlemi sırasında artık gerilme açığa çıkar ve tane sınırının mukavemeti taneninkinden daha zayıf olur, bu da tane sınırı çatlamasına neden olur.
(3) Etkileyen Faktörler
Yeniden ısıtma çatlaklarını etkileyen çeşitli faktörler vardır:
Bunlar arasında kimyasal bileşim, kısıtlama durumu, kaynak özellikleri yer almaktadır, kaynak çubuğu mukavemeti, gerilim giderme özellikleri ve ana metalin servis sıcaklığı.
① Kimyasal bileşim esas olarak ısıdan etkilenen bölgedeki tane sınırlarının plastisitesini etkiler.
② Kısıtlama durumu ve kaynak özellikleri kaynak artık gerilmesini etkiler.
③ Gerilim giderme ısıl işlem özellikleri ve servis sıcaklığı esas olarak plastik gerinimi ve yeniden ısıtmanın neden olduğu alaşım karbür çökelme derecesini etkiler.
Bu nedenle, ısıdan etkilenen bölgedeki iri taneli bölgenin plastik deformasyon kabiliyeti, kaynak artık gerilmesi ve yeniden ısıtmanın neden olduğu plastik gerinim, yeniden ısıtma çatlaklarını etkileyen üç temel faktördür.
(4) Yeniden Isıtma Çatlaklarını Önlemeye Yönelik Tedbirler
Kaynak ısısından etkilenen bölgedeki iri taneli bölgenin plastisitesini iyileştirin.
Kaynak artık gerilimini azaltın.
① Birincil önlem, yeniden ısıtma çatlaklarına karşı düşük hassasiyete sahip bir ana metal seçmektir.
② Kalan stresi azaltmak için gerekli tüm adımları atın.
③ Kaynak kalıntı gerilimini, yapısal gerilim ve yeniden ısıtma sırasındaki termal gerilim gibi diğer gerilimlerle birleştirmekten kaçının.
④ Düşük eşleşmeli kaynak malzemelerinin kullanılması deformasyonun emilmesine yardımcı olur.
⑤ Gerilmenin giderilmesini sağlama koşulu altında, mümkün olan en düşük yeniden ısıtma sıcaklığını ve en kısa bekletme süresini kullanın.
Mümkünse, yeniden ısıtmayı son ısıtmadan biraz daha düşük bir son ısıtma ile değiştirin. ön ısıtma sıcaklığı daha iyi sonuçlar için.
4. Lamellar yırtık
(1) Lamellar Yırtılmanın Özellikleri
① Kaynağın hızlı soğuması sırasında, levha kalınlığı yönünde kaynak çekme gerilmesi nedeniyle çelik levhada ana metalin haddeleme yüzeyine paralel çatlaklar oluşur. Bu çatlaklar lamel yırtılması olarak bilinir ve genellikle T-şekilli ve K-şekilli kalın levha bağlantılarında meydana gelir.
② Lamel yırtılması oda sıcaklığında, tipik olarak 150°C'nin altına soğutulduktan sonra veya kaynak sonrası oda sıcaklığında meydana gelen bir çatlak türüdür. Bununla birlikte, yapısal kısıtlama çok yüksek olduğunda ve çelik lamel yırtılmasına karşı oldukça hassas olduğunda, 300-250°C arasındaki sıcaklıklarda da meydana gelebilir.
(a) "T" Ekleminde Lamellar Yırtılmanın Tipik Konumu
İnklüzyonlar çelik anizotropisinin ana nedeni ve lamel yırtılmasının kaynağıdır.
② Ana Metal Özelliklerinin Etkisi
Metal matrisin plastisitesi ve tokluğu lamel yırtılması üzerinde önemli bir etkiye sahiptir. Zayıf plastisite ve tokluk, lamel yırtılmasına karşı zayıf dirençle sonuçlanır.
③ Sınırlama Gerilmesinin Etkisi
Tüm kaynak çatlakları çekme gerilimi etkisi altında meydana gelir ve lamel yırtılması da bir istisna değildir. Lamel yırtılması yalnızca köşe bağlantıları ve T bağlantıları büyük iki yönlü sınırlama gerilimi oluşturmaya eğilimli olduğunda meydana gelir.
(3) Lamellar Yırtılma için Önlemler
Lamellar yırtılmanın onarılması zordur, bu nedenle bu kusuru önlemek ana hedeftir.
① Kaynaklı bağlantı lamel yırtılmasına neden olmaya eğilimli olduğunda, kullanılan çelik plakanın lamel yırtılma hassasiyetini değerlendirin ve hassasiyeti düşük bir çelik plaka seçin.
② Kaynağın füzyon hattını çelik plaka ile mümkün olduğunca yakın hizalamak için makul bir oluk tipi benimseyin.
③ Lamel yırtılmasına karşı hassas olan çelik kaliteleri için, mümkünse, çelik levhanın kalınlık yönündeki gerilimi azaltmak için daha düşük mukavemet derecesine, daha iyi plastikliğe ve tokluğa sahip kaynak malzemeleri kullanın.
④ Lamel yırtılmasına karşı yüksek hassasiyete sahip çelik kaliteleri için, çelik levha yüzeyine önceden birkaç kat düşük mukavemetli kaynak metali kaynak oluğu.
Kaynak yapısının işçiliği
Kaynak dikişlerinin düzenlenmesi kaynak yapısı kaynaklı bağlantıların kalitesi ve verimliliği üzerinde önemli bir etkiye sahiptir.
Kaynak bağlantı düzenlemesinin genel prensipleri:
Kaynak Düzenlemesi Kaynak İşlemlerini Kolaylaştırmalıdır
Kaynak düzenlemesi, kaynakçıların serbestçe çalışabilmesi ve kaynak ekipmanının normal şekilde çalışabilmesi için açık alan sağlamalıdır.
Tozaltı kaynağı yaparken, kaynak makinesini saklama kolaylığını göz önünde bulundurun. kaynak flaksı.
Punta kaynağı için ve dikiş kaynağıelektrotların yerleştirilme kolaylığı göz önünde bulundurulmalıdır.
Kaynak Konumu Maksimum Gerilim ve Gerilim Yoğunlaşmasından Kaçınmalıdır
Büyük ve karmaşık gerilime sahip bileşenler için, kaynaklar maksimum gerilme ve gerilme yoğunlaşması olan konumlara yerleştirilmemelidir.
Örneğin, geniş açıklıklı kaynaklı bir çelik kiriş ve plaka için birleştirme kaynağı kirişin ortasına yerleştirilmemeli, bunun yerine ek bir kaynak eklenmelidir.
Merkezi Olmayan Kaynak Düzenlemesi Kaynak Gerilimini ve Deformasyonu Azaltır
Yoğun veya çapraz kaynaklar aşırı ısınmaya, ısıdan etkilenen bölgenin genişlemesine ve yapının zayıflamasına neden olabilir.
Tipik olarak, iki kaynak arasındaki mesafe plaka kalınlığının üç katından fazla olmalı ve 100 mm'den az olmamalıdır.
Kaynaklar Mümkün Olduğunda İşlenmiş Yüzeylerden Kaçınmalıdır
Kaynaktan önce işleme yapılması gerekiyorsa, kaynak konumu işlenmiş yüzeyden mümkün olduğunca uzakta tasarlanmalıdır.
Yüksek işleme gereksinimleri olan yüzeylerde, kaynakların ayarlanmasından kaçınmak en iyisidir.
Kaynak Ucu Geçiş Tasarımı Düzgün Olmalı ve Erimeyi Önlemelidir
Kaynak sırasında erimeyi önlemek için, kaynak parçasının sonunda keskin açılar olmamalıdır. İki kaynak arasındaki geçiş kaynak bağlantıları gerilim yoğunlaşmasını önlemek için pürüzsüz olmalıdır.
GB/T 19804-2005/ISO 13920:1996
(1) Genel boyutsal tolerans ve geometri̇k tolerans kaynaklı yapılar yelpazesi
Tablo 1 Doğrusal Boyut Toleransı Birim: mm
Nominal boyut aralığı l
Tolerans sınıfı
A
B
C
D
2~30
Tolerans t
± 1
>30~120
± 1
± 2
± 3
± 4
>120~400
± 1
± 2
± 4
± 7
>400~1000
± 2
± 3
± 9
± 6
>1000~2000
±3
±4
±8
±12
>2000~4000
±4
±6
±11
±16
>4000-~8000
±5
±8
±14
±21
>8000~12000
±6
±10
±18
±27
>12000~16000
±7
±12
±21
±32
>16000~20000
±8
±14
±24
±36
>20000
±9
±16
±27
±40
(2) Açısal boyut toleransı
Açının kısa kenarı referans kenar olarak kullanılmalıdır ve uzunluğu belirlenmiş bir referans noktasına kadar uzatılabilir. Bu durumda, referans noktası çizim üzerinde işaretlenmelidir. Toleranslar için Tablo 2'ye bakın. Şekil 1 ila 5 belirli örnekler sunmaktadır.
Tablo 2 Açısal Boyutların Toleransı
Tolerans sınıfı
Nominal boyut (iş parçası uzunluğu veya kısa kenar uzunluğu) aralığı/mm
Bu düzlükTablo 3'te listelenen düzlük ve paralellik toleransları, çizimlerde işaretlenen boyutların yanı sıra kaynakların, kaynaklı montajların veya kaynaklı bileşenlerin tüm boyutları için geçerlidir. Eşeksenlilik ve simetri toleransları belirtilmemiştir. Bu toleranslar üretim için gerekliyse, GB/T1182'ye göre çizim üzerinde işaretlenmelidir.
Tablo 3 Doğruluk, Düzlük ve Paralellik Toleransları Birim: mm
Kamu notu
E
F
G
H
Nominal boyut aralığı l (yüzeyin uzun kenarına karşılık gelir)
>30~120
Tolerans t
± 0.5
±1
± 1.5
± 2.5
>120~400
±1
± 1.5
±3
±5
>400~1000
±1.5
±3
± 5.5
±9
>1000~-2000
±2
± 4.5
±9
±14
>2000~4000
±3
±6
±11
±18
>4000~8000
±4
±8
±16
±26
>8000~-12000
±5
±10
± 20
±32
>12000~16000
±6
±12
±22
±36
>16000~20000
±7
±14
± 25
±40
>20000
±8
±16
± 25
±40
Sac metal perçinleme kaynak bölümünün incelenmesi
1. Hammadde denetim standardı
1.1 Metal malzemeler
1.1.1 Sac Metal Kalınlık ve Kalite Sac metalin kalınlığı ve kalitesi ulusal standarda uygun olmalı ve kullanılan sac metal için performans test raporu ve üretici sertifikası sağlanmalıdır.
1.1.2 Malzeme Görünümü Malzeme düz olmalı, pas, çatlak ve deformasyon içermemelidir.
1.1.3 Boyutlar Boyutlar çizimlere veya teknik gerekliliklere uygun olmalıdır. Şirketimiz tarafından sağlanmadığı takdirde, mevcut ulusal standartlara uygun olmalıdır.
1.2 Plastik toz
1.2.1 Plastik Toz Tutarlılığı Plastik toz partisinin tamamı, toz numarası, renk numarası ve çeşitli denetim parametrelerini içeren bir fabrika sertifikası ve denetim raporu ile iyi bir tutarlılığa sahip olmalıdır.
1.2.2 Deneme Gereksinimleri Plastik toz, renk, parlaklık, tesviye, yapışma vb. dahil olmak üzere denemeden sonra ürün gereksinimlerini karşılamalıdır.
1.3 Genel donanım ve bağlantı elemanları
1.3.1 Görünüm Yüzeyde nakış ve çapak bulunmamalı ve gelen tüm malzeme grubunun görünümü tutarlı olmalıdır.
1.3.2 Boyut Boyut, çizimlerin ve ulusal standartların gerekliliklerini karşılamalıdır.
1.3.3 Performans Performans, deneme montajı ve servis performansından sonra ürün gereksinimlerini karşılamalıdır.
2. Proses kalite kontrol standartları
2.1 Körleme denetim standardı
Zarara neden olabilecek tüm keskin köşeler, kenarlar ve pürüzlü yüzeyler çapaktan arındırılmalıdır.
Damgalamadan üretilen çapaklarda, kapı panellerinin ve panoların açıkta kalan ve görünen yüzeylerinde fark edilebilir herhangi bir çıkıntı, girinti, pürüz, çizik, pas veya diğer kusurlar olmamalıdır.
Çapaklar: Körleme işleminden sonra çapak yüksekliği plaka kalınlığının (t) 5%'sini aşmamalıdır.
Çizikler ve bıçak izleri: Ürün, elle dokunulduğunda gözle görülebilir çiziklere sahip değilse ve çizikler 0,1'den büyük değilse nitelikli kabul edilir.
Yüzey toleransı için spesifikasyonlar Tablo I'de sunulmuştur.
Ekli Tablo 1. Düzlük Toleransı Gereksinimleri
Yüzey boyutu (mm)
Deformasyon boyutu (mm)
3'ün altında
0,2'den az
3'ten fazla ancak 30'dan az
0,3'ten daha az
30'dan fazla ancak 400'den az
0,5'ten az
400'den fazla ancak 1000'den az
1,0'den az
1000'den fazla ancak 2000'den az
1,5'in altında
2000'den fazla ancak 4000'den az
2,0'dan az
2.2 Bükme denetim standardı
2.2.1 Çapak: Bükme işleminden sonra ekstrüde edilen çapağın yüksekliği plaka kalınlığının (t) 10%'sini geçmemelidir. Aksi belirtilmedikçe, çapak bükülme yarıçapı R1 olmalıdır.
2.2.2 Girinti: Üründe görünür kırışıklıklar olabilir, ancak dokunulduğunda fark edilmemelidir. Ürün bir referans numune ile karşılaştırılabilir.
2.2.3 Eğilme Deformasyonu Standartları: Eğilme deformasyonu standartları Tablo II, III ve IV'e uygun olmalıdır.
2.2.4 Bükme Yönü ve Boyutu: Bükmenin yönü ve boyutu çizimlerle tutarlı olmalıdır.
Ekli Tablo 2: Diyagonal Tolerans Gereksinimleri
Diyagonal boyut (mm)
Diyagonal boyut farkı (mm)
300'ün altında
0,3'ün altında
300'den fazla ancak 600'den az
0,6'dan daha az
600'den fazla ancak 900'den az
0,9'dan daha az
900'den fazla ancak 1200'den az
1,2'den az
1200'den fazla ancak 1500'den az
1,5'ten az
1500'den fazla ancak 1800'den az
1,8'den az
1800'den fazla ancak 2100'den az
2,1'in altında
2100'den fazla ancak 2400'den az
2,4'ün altında
2400'den 2700'e kadar
±2,7'nin altında
2.3 Açı:
Açı, çizimlerdeki spesifikasyonlara göre kontrol edilmeli ve ölçülmelidir. Açı için tolerans Tablo III'te sunulmuştur.
Açısal boyutun sınır sapma değeri
Açısal boyutun sınır sapma değeri
Tolerans sınıfı
Temel boyut segmentasyonu
0-10
>10-50
>50-120
>120-400
>400
Hassas f
± 1 °
±30'
+20'
±10'
±5'
Orta m
Kaba c
+1°30
+1°
+30
+15′
+10'
En kaba v
+3°
±2°
+1°
+30'
+20'
2.4 Sac metal iş parçaları için muayene standartları
Boyutlar çizim gerekliliklerine göre kontrol edilecek ve boyut toleransı Tablo IV'te gösterilecektir.
Ekli Tablo 4: Boyutsal Tolerans Gereksinimleri
Standart boyut
Boyutsal tolerans (mm)
3'ün altında
±0.2
3'ten fazla ancak 30'dan az
±0.3
30'dan fazla ancak 400'den az
± 0.5
400'den fazla ancak 1000'den az
±1.0
1000'den fazla ancak 2000'den az
± 1.5
2000'den fazla ancak 4000'den az
± 2.0
2.5 Kaynak
2.5.1 Kaynaklar sağlam ve tutarlı olmalı, yetersiz kaynak, çatlak, eksik nüfuziyet gibi kusurlar içermemelidir, kaynak penetrasyonu, çentikler veya alt kesimler.
Kaynakların uzunluğu ve yüksekliği, gerekli uzunluk ve yüksekliğin 10%'sini aşmamalıdır.
2.5.2 Kaynak Noktası Gereksinimleri: Her bir kaynak noktasının uzunluğu 8 mm ile 12 mm arasında olmalı ve iki kaynak noktası arasında 200 ± 20 mm mesafe bulunmalıdır. V kaynak noktası simetrik olmalı ve düzgün üst ve alt konumlara sahip olmalıdır.
İşleme çizimlerinde kaynak noktaları için özel gereklilikler varsa, bu gereklilikler önceliklidir.
2.5.3 Nokta kaynakları arasındaki mesafe 50 mm'den az olmalı, nokta kaynak çapı φ5'ten az olmalı ve nokta kaynakları eşit aralıklarla yerleştirilmelidir. Nokta kaynaklarındaki girinti derinliği gerçek plaka kalınlığının 15%'sini geçmemeli ve kaynaktan sonra fark edilebilir kaynak izi kalmamalıdır.
2.5.4 Kaynaktan sonra, kaynak dışı hiçbir parça kaynak cürufu veya arktan zarar görmemelidir ve tüm yüzey kaynağı cüruf ve sıçrama temizlenmelidir.
2.5.5 Kaynaktan sonra, parçaların dış yüzeyinde cüruf kalıntıları, hava delikleri, üst üste binmeler, çıkıntılar, çöküntüler veya diğer kusurlar olmamalıdır. İç yüzeydeki kusurlar fark edilmemeli ve montajı etkilememelidir.
İş parçası deformasyonunu önlemek için kapı panelleri ve paneller gibi önemli parçaların kaynak sonrası gerilimi de giderilmelidir.
2.5.6 Kaynak parçalarının dış yüzeyi taşlama ile düzeltilmelidir. Toz püskürtmeli parçalar ve elektrolizle kaplanmış parçalar için, taşlama sonrası pürüzlülük Ra3.2-6.3 ve boyalı parçalar için Ra6.3-12.5 olmalıdır.
3. Püskürtülen parçalar için denetim standartları
3.1 Görünüm denetimi (denetim yöntemi: görsel denetim ve elle hissetme)
3.1.1 Püskürtmeden önce iş parçası yüzeyi yağdan arındırılmalıdır, tozdan arındırılmışfosfatlanmış ve temizlenmiştir.
3.1.2 İş parçası yüzeyinde herhangi bir su izi veya temizlik çözeltisi kalıntısı olmamalıdır.
3.1.3 İş parçası yüzeyinde, püskürtülen yüzeyin kalitesini veya yapışmasını etkileyebilecek herhangi bir yağ lekesi, toz, lif veya diğer istenmeyen olaylar olmamalıdır.
3.1.4 Renk numune plakasına uygun olmalıdır (doğal ışık altında veya normal görüş için 60w floresan lamba altında belirgin bir renk farkı gözlenmemelidir) ve aynı ürün grubu için renk farkı olmamalıdır (not: renk farkı renk ve parlaklığı içerir).
3.1.5 Kaplama yüzeyi pürüzsüz, düz ve eşit olmalı ve aşağıdaki kusurlara sahip olmamalıdır:
Kurumama ve geri yapışma: yüzey kuru görünür, ancak aslında tamamen kuru değildir, yüzeyde gren izleri ve kumaş tüyleri vardır (veya bunlara yatkındır);
Sarkma: Yüzeyde üstte boncuk şeklinde sıvı çıkıntıları vardır;
Parçacıklar: Yüzey kum benzeri bir görünüme sahiptir ve dokunulduğunda tıkanmış hissi verir;
Portakal kabuğu: Yüzey, portakal kabuğu gibi düzensiz ve pürüzlü görünür;
Alt sızıntı: yüzey şeffaftır ve alt tabakanın rengi görülebilir;
Çukurlar: Büzülme nedeniyle yüzeyde oluşan küçük delikler (çukurlar), iğne delikleri olarak da adlandırılır;
Desenli: yüzey rengi derinlemesine değişerek desenler gösterir;
Kırışıklık: yüzey lokal olarak yığılmış ve kabarmıştır, kırışıklıklar gösterir (kırışıklık tozu hariç);
İçerme: Kaplamada yabancı cisimler var;
Mekanik hasar: dış güçlerin neden olduğu çizikler, sıyrıklar ve çürükler.
3.1.6 Yüzey Sınıflandırma Standartları:
A Sınıfı Yüzey: dolap paneli, dolap kapağı, dolap etrafındaki kenarlar, sıradan insanlar tarafından görülebilen üst yüzey ve eğilmeden görülebilen alt yüzey gibi montajdan sonra sıklıkla görülen dış yüzey.
B Sınıfı Yüzey: Nadiren görülen ancak iç aksesuarlar, takviye nervürleri ve kapının açıldıktan sonra görülebilen iç tarafı gibi belirli koşullar altında görülebilen yüzey.
C Sınıfı Yüzey: genellikle görülmeyen veya sadece montaj sırasında görülen yüzey, örneğin taşıyıcı ile kabindeki kılavuz ray arasındaki temas yüzeyi.
3.1.7 Muayene Koşulları:
Işık kaynağı gereksinimleri: Arktik gün ışığı veya iki ışık kaynağına sahip iç mekan yüksek verimli floresan lamba (1000 lümen aydınlatma).
Görsel inceleme mesafesi: A sınıfı yüzey için 300 mm, B sınıfı yüzey için 500 mm ve C sınıfı yüzey için 1000 mm.
3.1.8 Denetim Standartları:
Ürünün sınıf yüzeyi ışık kaynağı standardına göre ayırt edilmelidir.
Tüm dereceli yüzeylerin kaplama filminde temel malzemeye maruz kalma, soyulma veya diğer kusurlar olmamalı ve tüm yüzeylerde çizik, kabarcık, iğne deliği, toz birikimi veya diğer istenmeyen olaylar olmamalıdır.
Renk ve desen: Üretici, her iki tarafça da onaylanması gereken numuneleri gerektiği gibi yapmalıdır.
Kabul, numuneye göre, belirgin bir renk farkı olmadan (en fazla 3 derece) yapılmalı ve tane numuneye uygun olmalıdır.
Denetim göz mesafesi seviyesinde, 3 m/dak hızla tarama yapılarak gerçekleştirilmelidir.
3.1.9 Görünüm Kusuru Standardı:
Belirleme kriterleri için Ekli Tablo 5'e bakınız.
Ekli Tablo 5: Yüzey Kusurları için Değerlendirme Kriterleri
Seri No
Kusur türü
Spesifikasyon değeri (mm)
Alan sınırı (mm2)
Denetim araçları
100'ün altında
100-300
300'ün üzerinde
A
B
C
A
B
C
AB
C
1
Aşınma, çizik, çizik
10 uzunluk ve 0,1'den az genişlik
0
2
2
0
3
1
4
4
Vernier bant
Uzunluk: 10, genişlik: 0,15'ten az
0
1
1
0
2
21
3
3
15 uzunluk ve 0,1'den az genişlik
0
0
0
0
1
1
1
2
2
0,15'ten daha geniş
0
0
0
0
0
0
1
1
2
Yabancı parçacık
Aşağıda 1
1
2
3
2
3
4
3
4
5
vernier
1,5'in altında
0
1
2
1
2
3
2
3
4
2'nin altında
0
0
1
0
1
2
0
2
3
3
Büzülme boşluğu
φ0,3'ün altında
1
1
2
2
2
3
3
3
4
vernier
φ0,5'in altında
0
0
1
1
1
2
2
2
3
φ0,5'in üzerinde
0
0
0
0
0
1
0
0
2
4
Siyah nokta Beyaz nokta Diğer renk noktalar
0,3'ün altında
1
2
2
2
3
3
3
4
4
vernier
5.
Bükme girintisi
3 uzunluk ve 0,2'den az genişlik.
2
3
3
3
4
4
4
5.
5.
vernier
Uzunluk: 5, genişlik: 0,2'den az
1
2
2
2
3
3
3
4
4
5 uzunluğundan fazla
0
1
1
1
2
2
2
3
3
0,2'den daha geniş.
0
0
1
1
0
2
0
2
3
6.
renk ve parlaklık
-
Belirtilen renk paletinin üst ve alt sınırlarına ek olarak, karışık renklere ve dökülmeye izin verilmez
Görsel inceleme
7.
parlaklık
-
Tasarımda belirtildiği gibi düzensizlik olmayacaktır.
Görsel inceleme
8.
Yağ lekeleri ve lekeler
-
Hayır
Görsel inceleme
Açıklamalar: Kalın siyah kutulardaki değerler değerlendirme kriterleridir. Örneğin, "2", belirtilen koşullar altında 2'den fazla puana izin verilmediği anlamına gelir:
3.2 Kaplama kalınlığı denetim standardı
birim: µm
Proje
Dış mekan tozu
İç mekan tozu
Boyama
Test yöntemi
Ürün yüzey kalınlığı
60~120
50~100
40~70
Kaplama kalınlığı ölçer
Ürünün iç kalınlığı
60~100
50~80
30~60
Kaplama kalınlığı ölçer
3.3 Kaplama parlaklığı ve renk tespiti
3.3.1 Püskürtme renk plakasının imalatı
A. Pişirme sırasında, performans testi yapmak için her fırın için iki renkli plaka oluşturulmalıdır. Kullanılan metal plaka ürünle aynı malzemeden, 80×120 ebadında olmalı ve normal koşullarda ürüne eklenmelidir. Toz numarası, kürleme koşulları, tarih ve saat açıkça işaretlenmeli ve Kalite Mühendisi (QE) tarafından imzalanmalıdır.
Onaylandıktan sonra numara, isim ve kayıt kaydedilmeli ve yönetilmelidir. Bir plaka test amacıyla, diğeri ise arşivleme için saklanmalıdır.
B. Toz sprey üretim sürecinde kullanılan renk plakasının geçerlilik süresi iki yıldır ve oda sıcaklığında (70 ± 15%) ışık almayan bir ortamda saklanmalıdır. Depolama ortamı da tutarlı bir sıcaklık ve nem seviyesini korumalıdır.
3.3.2 Parlaklık ve renk algılama yöntemi
Parlaklık: Parlaklık, geliş açısı 60° ve hata toleransı ± 5% olan bir parlaklık ölçer kullanılarak değerlendirilmelidir. Sonuçlar bu kriterleri karşılıyorsa, ürün nitelikli kabul edilir.
Renk: Ürünün rengi tasarım çizimine uygun olmalı veya standart renk plakasından önemli ölçüde farklı olmamalıdır.
3.4 Kaplama yapışma testi
3.4.1 Baige test yöntemi
Püskürtme işleminden sonra, bir fırın renk plakası alınmalı ve 1 mm aralıklarla hem dikey hem de yatay bir şekilde yüzeye 11 kat kaplama oyulmalıdır. Oyma işlemi, çizik alt tabakaya ulaşmayacak şekilde uygun güçle yapılmalıdır.
Daha sonra, kaplama yüzeyi 100 kareye bölünmeli ve ardından 45 derecelik bir açıyla güçlü bir şeffaf yapıştırıcı ile sabitlenmelidir. Yapıştırıcı daha sonra aniden çıkarılmalıdır. Bu noktada, her bir karenin içindeki içeriğin düşüp düşmediği kontrol edilmelidir.
Her bir grid yüzde 1'i temsil etmektedir ve kabul standardı Seviye 5'tir, yani düşen içeriğe sahip karelerin sayısı 5'i geçmemelidir.
3.4.2 Değerlendirme yöntemi
Derece 0: Hiçbir kavşakta dökülme olmamalıdır.
1. Derece: Kavşaklardaki içeriğin 5%'den daha azı düşmüş olmalıdır.
2. Derece: Kavşaklardaki içeriğin 5% ile 15% arasında bir kısmı düşmüş olmalıdır.
Derece 3: Kavşaklardaki içeriğin 15% ile 25% arasında bir kısmı düşmüş olmalıdır.
4. Derece: Kavşaklardaki içeriklerin 25% ile 35% arasında bir kısmı düşmüş olmalıdır.
5. Derece: Kavşaklardaki içeriklerin 35%'den fazlası düşmüş olmalıdır.
3.4.3 Yargı yöntemi
Kaplama kalınlığı 40μm'den az olduğunda, her bir karenin kenar uzunluğu 1 mm'yi geçmemeli ve 2. Sınıf gerekliliklerini karşılamalıdır.
Kaplama kalınlığı 40μm ile 90μm arasında olduğunda, her bir karenin kenar uzunluğu 1mm ile 2mm arasında olmalı ve 3. Sınıf gerekliliklerini karşılamalıdır.
Kaplama kalınlığı 90μm ile 120μm arasında olduğunda, her bir karenin kenar uzunluğu 2 mm olmalı ve 4. Sınıf gerekliliklerini karşılamalıdır.
Kaplama kalınlığı 120μm'yi aştığında, yapışma azalabilir. Genel olarak, kaplama kalınlığının 120μm'yi aşmaması tercih edilir.
Geçici bir standart olarak, içeriği düşen tam bir kare varsa, ürün niteliksiz olarak kabul edilecektir.
3.5 Bükme plakası test yöntemi
Püskürtme işleminden sonra, bir fırın renk plakası alınmalı ve 180 derece bükülmelidir, böylece iç bükülme açısı kalınlığa eşit olur (r=t). Alternatif olarak, renkli plaka bir kez 90 derece bükülebilir ve kaplama düşmemelidir.
3.6 Kaplamanın alkol solvent direnci testi
Kaplama yüzeyi alkole batırılmış beyaz pamuklu bir bezle 10 kez tekrar tekrar silinmelidir (aşırı basınç uygulamadan). Silme işleminden sonra pamuklu bezin üzerinde gözle görülür bir kaplama kalmamalıdır. Alkol tamamen buharlaştığında, silinen alan ile silinmeyen alan arasında renk veya parlaklık açısından gözle görülür bir fark olmamalıdır.
3.7 Darbe direnci testi
Test ekipmanı kullanılarak, 500g ağırlığındaki bir çekiç 500mm yükseklikten serbestçe düşürülmelidir. Değerlendirme kriterleri şu şekildedir: ön tarafa zımbanın dörtte biri vurulduktan sonra, yüzey kaplamasında herhangi bir çatlak veya film düşmesi olmamalıdır.
3.8 Sertlik testi
Keskinleştirilmiş bir 2H kurşun kalem, film yüzeyiyle 45 derecelik bir açı oluşturacak şekilde kullanılmalı ve bir cetvel boyunca 15-30 mm ileri itilmelidir. Film yüzeyi, oluşan iz bir lastikle silindikten sonra kontrol edilmelidir. Hiçbir alt tabaka açığa çıkmazsa ürün nitelikli kabul edilecektir.
MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.
Gökdelenlerin nasıl dik durduğunu veya arabaların nasıl birbirine kaynaklandığını hiç merak ettiniz mi? Bu blog elektrikli kaynak makinelerinin arkasındaki sihri ortaya çıkarıyor. Lincoln Electric ve Miller Welds gibi en iyi üreticiler hakkında bilgi edinin,...
Bugün hangi kaynak ekipmanı markalarının sektöre öncülük ettiğini hiç merak ettiniz mi? Bu makale ilk on kaynak makinesi üreticisini inceleyerek yeniliklerini, küresel varlıklarını ve benzersiz güçlerini vurguluyor....
Kaynakçıların zorlu pozisyonlarda nasıl mükemmel bağlantılar elde ettiğini hiç merak ettiniz mi? 6GR kaynağı, 45° açılı bir engel halkasına sahip boru hatlarını kaynaklamak için kullanılan özel bir tekniktir...
Kaynağın parlak kıvılcımlarının ardındaki gizli tehlikeleri hiç merak ettiniz mi? Bu makalede argon ark kaynağının insan vücudu üzerindeki zararlı etkilerini araştırıyoruz....
Kaynak çubuklarının tüketimini doğru bir şekilde nasıl hesaplayacağınızı hiç merak ettiniz mi? Bu blog yazısında, sektör uzmanları tarafından kaynak çubuklarının tüketimini tahmin etmek için kullanılan yöntem ve formülleri...
Paslanmaz çelikteki kaynak deformasyonu metal imalatında önemli sorunlara yol açabilir. Makalede, bu deformasyonları kontrol etmek ve düzeltmek için bakır plakalar, su kaynağı ve kaynak...
TIG kaynak tekniğinizi nasıl mükemmelleştireceğinizi hiç merak ettiniz mi? Güçlü ve temiz kaynaklar elde etmek için doğru parametreleri seçmek çok önemlidir. Bu makalede, temel unsurları inceleyeceğiz: kaynak...
Peki ya kaynaklarınızın her seferinde mükemmel olmasını sağlayabilseydiniz? Bu makalede, kaynak tekniklerini test etmek ve iyileştirmek için çok önemli bir yöntem olan kaynak prosesi değerlendirmesini inceleyeceğiz. Siz...
Bir kaynak yöntemini diğerinden daha iyi yapan nedir? Bu makale, Tungsten İnert Gaz (TIG)'dan Manuel Korumalı Metal Ark Kaynağına kadar yedi kaynak tekniğinin benzersiz avantaj ve dezavantajlarını incelemektedir...