Kusursuz bir kaynak elde etmek beceriden daha fazlasını gerektirir; voltaj ve akım arasındaki etkileşimde ustalaşmaya bağlıdır. Bu iki parametre kaynağın can damarıdır ve nüfuziyet derinliğinden ark stabilitesine kadar her şeyi belirler. İster yeni bir proje için ince ayar yapıyor olun, ister sıçrama veya yanma gibi yaygın sorunları gideriyor olun, voltaj ve akımın nasıl [...]
Kusursuz bir kaynak elde etmek beceriden daha fazlasını gerektirir; voltaj ve akım arasındaki etkileşimde ustalaşmaya bağlıdır. Bu iki parametre kaynağın can damarıdır ve nüfuziyet derinliğinden ark stabilitesine kadar her şeyi belirler. İster yeni bir proje için ince ayar yapıyor ister sıçrama veya yanma gibi yaygın sorunları gideriyor olun, voltaj ve akımın kaynak işlemini nasıl etkilediğini anlamak çok önemlidir.
Bu makale, malzeme türü, kalınlığı ve elektrot boyutu için en uygun ayarlamalar konusunda size rehberlik ederek bu kritik faktörlerin arkasındaki bilimi ve pratik uygulamaları ortaya çıkarmaktadır. Kaynak kalitesini artırmak için doğru parametreleri seçmekten yaygın zorlukları çözmeye kadar, kaynak uzmanlığınızı yükseltmek için eyleme geçirilebilir bilgiler edineceksiniz. Hassas ve güvenilir kaynaklar için mükemmel dengeyi nasıl kuracağınızı merak ettiyseniz doğru yerdesiniz. Kaynağa yaklaşımınızı değiştirecek teknikleri ve en iyi uygulamaları keşfetmek için okumaya devam edin.
Kaynakta Gerilim ve Akımın Rolü
Kaynakta Gerilim ve Akımın Anlaşılması
Gerilim ve akım, kaynakta kaynağın kalitesini, derinliğini ve stabilitesini etkileyen temel faktörlerdir. Bu parametreler birbiriyle bağlantılıdır ve en iyi kaynak sonuçlarını elde etmek için hassas bir şekilde kontrol edilmelidir.
Kaynakta Gerilim
Kaynakta voltaj, akımı yönlendiren elektrik kuvvetidir. Esas olarak kaynak boncuğunu etkileyen ark uzunluğunu kontrol eder.
Ark Uzunluğu ve Stabilite: Daha yüksek voltaj daha uzun bir ark oluşturarak daha geniş, daha düz bir kaynak boncuğu üretir. Düşük voltaj, ısıyı odaklayabilen ancak daha az kararlı olabilen daha kısa bir ark ile sonuçlanır.
Isı Girişi: Voltaj öncelikle ark uzunluğunu etkilese de, ısı girişini de etkiler. Daha yüksek voltaj ısıyı daha geniş bir alana yayarak kaynak kordonunun genişliğini ve profilini etkiler.
Boncuk Görünümü: Voltajın ayarlanması kaynağın görünümünü değiştirir. Çok fazla voltaj, alttan kesiklerle içbükey bir boncuğa neden olabilirken, çok az voltaj yüksek, dar bir boncuk oluşturabilir.
Kaynakta Akım
Akım veya amperaj, ısı yoğunluğunu ve kaynak nüfuziyetini belirleyen elektrik yükü akışıdır.
Penetrasyon Derinliği: Daha yüksek akım daha fazla ısı üreterek daha derin nüfuziyet sağlar. Daha düşük akım, ince malzemeler veya yüzey kaynakları için daha iyidir.
Biriktirme Oranı: Akım, elektrot malzemesinin ne kadar hızlı eridiğini ve kaynak havuzuna eklendiğini etkiler. Daha yüksek akım daha hızlı biriktirme anlamına gelir.
Metal Transfer Modları: Akım aynı zamanda Gaz Metal Ark Kaynağı (GMAW) gibi proseslerde metal transferini de kontrol eder. Düşük akım kısa devre transferine neden olabilirken, yüksek akım küresel veya sprey transferine yol açabilir.
Kaynak Kalitesi Üzerindeki Etkiler
Gerilim ve akım kombinasyonu kaynak kalitesini etkiler:
Füzyon: Uygun voltaj ve akım ayarları, baz ve dolgu metalleri arasında tam bir füzyon sağlayarak kusurları azaltır.
Isıdan Etkilenen Bölge (HAZ): Bu ayarlar Isıdan Etkilenen Bölgeyi (HAZ) de etkileyerek kaynağın mekanik özelliklerini etkiler.
Kusur Önleme: Yanlış voltaj veya akım sıçrama, yanma veya soğuk tur gibi kusurlara neden olabilir.
Gerilim ve Akım Arasındaki Etkileşim
Gerilim ve akım, arkı ve genel kaynak performansını tanımlamak için birlikte çalışır:
Ark Davranışı: Voltaj ark uzunluğunu kontrol ederken, akım yoğunluğunu etkiler. Kararlı bir ark için her ikisinin de dengelenmesi gerekir.
Isı Dağılımı: Daha yüksek akım penetrasyon için ısıyı odaklarken, voltaj ısıyı yayarak boncuk ve kaynak havuzunu şekillendirir.
Süreç Optimizasyonu: Optimum kaynak kalitesi, malzeme kalınlığı, türü ve kaynak pozisyonuna göre voltaj ve akımın dengelenmesiyle elde edilir.
Gerilim ve akımı anlamak ve kontrol etmek, güçlü, hatasız kaynaklar oluşturmak ve verimli kaynak işlemleri sağlamak için çok önemlidir.
Kaynak Akımı
1. Kaynak Akımı
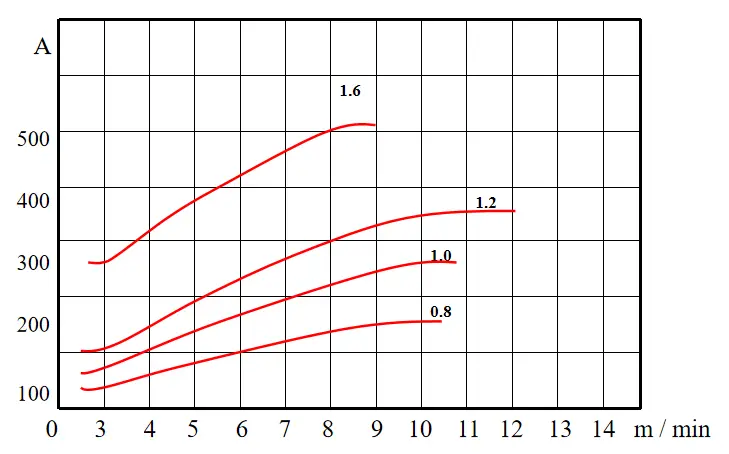
Uygun kaynak akımının seçimi CO2 ve plaka kalınlığı, kaynak pozisyonu, kaynak hızı ve malzeme özellikleri gibi çeşitli kaynak parametreleri tarafından belirlenir. CO2 kaynak makinelerinde akımın etkin bir şekilde ayarlanması, tel besleme hızının değiştirilmesi anlamına gelir ve bu iki parametre arasındaki karmaşık ilişkiyi vurgular.
Kaynak akımı ve voltajı arasında hassas bir denge sağlamak çok önemlidir. Bu denge, tel besleme hızının ayarlanan voltajda kaynak telinin erime hızıyla mükemmel bir şekilde hizalanmasını ve böylece sabit bir ark uzunluğunun korunmasını sağlar. Bu senkronizasyon, yüksek kaliteli kaynaklar ve optimum proses verimliliği elde etmek için esastır.
Kaynak Akımı ve Tel İlerleme Hızı Arasındaki İlişki
Kaynak Akımı ve Tel İlerleme Hızı Arasındaki İlişki:
Akım-Besleme Hızı Korelasyonu: Belirli bir kaynak teli çapı için, akım ve tel besleme hızı arasında doğru orantılı bir ilişki vardır. Akım arttıkça, işlem kararlılığını korumak için tel besleme hızı da buna uygun olarak artırılmalıdır.
Tel Çapı Etkisi: Sabit bir akımı korurken, tel besleme hızı tel çapı ile ters orantılıdır. Daha ince teller, aynı akım ayarında daha kalın tellere kıyasla daha yüksek ilerleme hızları gerektirir.
Malzemeye Özel Hususlar: Farklı malzemeler, termal iletkenlik, erime noktası ve elektrik direncindeki farklılıklar nedeniyle özel akım-besleme hızı ilişkileri gerektirebilir.
Dinamik Ayarlama: Modern CO2 kaynak sistemleri genellikle ark özelliklerine göre tel besleme hızını gerçek zamanlı olarak otomatik olarak ayarlayan uyarlanabilir kontrol algoritmaları içerir ve değişken koşullar altında bile tutarlı kaynak kalitesi sağlar.
Bu ilişkiyi anlamak ve optimize etmek, çeşitli endüstrilerdeki CO2 kaynak uygulamalarında üstün kaynak kalitesi elde etmek, hataları en aza indirmek ve verimliliği en üst düzeye çıkarmak için gereklidir.
2. Kaynak Gerilimi
Ark gerilimi olarak da bilinen kaynak gerilimi, kaynak işlemi için enerji sağlayan kritik bir parametredir. Ark özelliklerini, ısı girdisini ve genel kaynak kalitesini doğrudan etkiler. Ark gerilimi ve kaynak enerjisi arasındaki ilişki orantılıdır: daha yüksek ark gerilimi daha yüksek kaynak enerjisi, kaynak telinin daha hızlı erimesi ve daha yüksek kaynak akımı ile sonuçlanır.
Etkin ark gerilimi aşağıdaki denklemle ifade edilebilir:
Ark Gerilimi = Çıkış Gerilimi - Gerilim Düşümü
Nerede?
Çıkış Gerilimi, kaynak güç kaynağı tarafından sağlanan gerilimdir
Gerilim Düşümü kaynak devresindeki kayıpları temsil eder
Voltaj düşüşü öncelikle kaynak kablolarındaki, bağlantılardaki ve arkın kendisindeki direnç nedeniyle meydana gelir. Bir kaynak makinesi üretici spesifikasyonlarına göre kurulduğunda, voltaj düşüşünün en önemli kaynağı genellikle kaynak kablolarının uzatılmasıdır.
Optimum kaynak performansı için, özellikle uzatılmış kaynak kabloları kullanırken voltaj düşüşlerini telafi etmek çok önemlidir. Aşağıdaki tablo, kablo uzunluğu uzatmalarına bağlı olarak çıkış voltajının ayarlanması için yönergeler sunmaktadır:
Kaynak Akımı Kablo Uzunluğu
100A
200A
300A
400A
500A
10m
Yaklaşık 1V
Yaklaşık 1,5V
Yaklaşık 1V
Yaklaşık 1,5V
Yaklaşık 2V
15m
Yaklaşık 1V
Yaklaşık 2,5V
Yaklaşık 2V
Yaklaşık 2,5V
Yaklaşık 3V
20m
Yaklaşık 1,5V
Yaklaşık 3V
Yaklaşık 2,5V
Yaklaşık 3V
Yaklaşık 4V
25m
Yaklaşık 2V
Yaklaşık 4V
Yaklaşık 3V
Yaklaşık 4V
Yaklaşık 5V
Not: Bu değerler genel kılavuzlardır. Gerçek voltaj ayarlamaları kablo ölçüsü, malzeme ve özel kaynak uygulaması gereksinimleri gibi faktörlere bağlı olarak değişebilir.
Kaynak voltajını ayarlarken, üzerindeki etkilerini göz önünde bulundurmak önemlidir:
Ark stabilitesi
Kaynak kordon profili
Penetrasyon derinliği
Sıçrama oluşumu
Isıdan etkilenen bölge (HAZ) boyutu
Doğru voltaj seçimi ve kompanzasyonu, çeşitli kaynak uygulamalarında yüksek kaliteli kaynaklar elde etmek ve proses verimliliğini korumak için gereklidir.
Kaynak Voltajının Ayarlanması
Kaynak akımını özel kaynak koşullarına ve iş parçası kalınlığına göre seçin. Aşağıdaki ampirik formülleri kullanarak uygun kaynak voltajını hesaplayın:
300A altındaki akımlar için: Kaynak Gerilimi = (0,05 × Kaynak Akımı + 14 ± 2) Volt
Akımlar ≥ 300A için: Kaynak Gerilimi = (0,05 × Kaynak Akımı + 14 ± 3) Volt
Bu formüller, malzeme bileşimi, bağlantı konfigürasyonu ve istenen kaynak özellikleri gibi faktörlere bağlı olarak ince ayar gerektirebilecek voltaj seçimi için bir başlangıç noktası sağlar.
Örnek 1: Seçilen 200A kaynak akımı için (< 300A):
Kaynak Gerilimi = (0,05 × 200 + 14 ± 2) Volt = (10 + 14 ± 2) Volt = 24 ± 2 Volt
Önerilen voltaj aralığı: 22 - 26 Volt
Örnek 2: Seçilen 400A kaynak akımı için (≥ 300A):
Kaynak Gerilimi = (0,05 × 400 + 14 ± 3) Volt = (20 + 14 ± 3) Volt = 34 ± 3 Volt
Önerilen voltaj aralığı: 31 - 37 Volt
Not: Belirli uygulamalara yönelik voltaj ayarlarını optimize etmek için her zaman kaynak ekipmanı üreticisinin yönergelerine başvurun ve test kaynakları gerçekleştirin. Koruyucu gaz bileşimi, tel besleme hızı ve hareket hızı gibi faktörler optimum voltaj seçimini etkileyebilir.
Kaynak Akımı Seçimi
Kaynak gerilimi, kaynak telinin erimesi için gerekli enerjiyi sağlar. Daha yüksek voltajlar telin daha hızlı erimesiyle sonuçlanır. Kaynak akımı ise esasen tel besleme hızı ve erime hızının dengeli bir sonucudur. Peki uygun kaynak akımını nasıl seçmeliyiz?
1) Uygun kaynak akımı değeri, kaynak türü gibi faktörlere bağlı olarak seçilir. kaynak çubuğu, plaka kalınlığı ve çubuk çapı.
Akım hem plaka kalınlığı hem de tel çapı ile orantılıdır. Akım (I), I=(35-55)d formülü kullanılarak hesaplanabilir, burada 'd' çubuk çapıdır. Örneğin çubuk çapı 4mm ise kaynak akım değeri 140-220A arasında seçilir.
2) Kaynak akımı kaynak pozisyonuna göre seçilir:
Baş üstü kaynak dikişleri için 140A; dikey ve yatay kaynak dikişleri için 140-160A arasında alın kaynağıDüz alın kaynağı için 180A üzerinde. Tüm pozisyonlarda kaynak için (düz, yatay, dikey ve baş üstü pozisyonlar dahil), seçilen kaynak akımı evrensel olmalı ve genellikle dikey kaynak akımı değerini almalıdır. Alın bağlantısı için yatay olarak sabitlenmiş bir boruyu kaynaklarken, genellikle dikey alın kaynağı akımının değerini alan tüm pozisyon kaynak akımı kullanılır.
3) Geçerli değer kaynak katmanlarına göre seçilir:
Kök katman için genellikle daha küçük bir akım değeri, dolgu katmanı için daha büyük bir akım değeri kullanılır ve örtü katmanı için akım değeri nispeten azaltılır. Örneğin, düz alın kaynağında genellikle çok katmanlı, çok pasolu bir kaynak yaklaşımı kullanılır.
Kök tabakası 150A akım ile kaynaklanırken, dolgu tabakası 180-200A arasında bir akım değeri kullanabilir. Kapak tabakası, estetik açıdan hoş bir sonuç sağlamak ve aşağıdakilerden kaçınmak için 10-15A daha düşük bir akım değeri kullanır kaynak hataları alttan kesme gibi.
4) Kaynak akımını aşağıdakilere göre seçmek kaynak türü çubuk ve manipülasyon yöntemi:
1. Buna göre kaynak çubuğu türü: Asit > Alkalin > Paslanmaz çelik. Asidik elektrotlar en yüksek akım değerini kullanır. Elektrot çapı 4 mm olduğunda, düz alın kaynağının dolgu tabakası 180A'lik bir akım kullanabilir.
Ancak, aynı elektrot çapında bir alkalin elektrot kullanıldığında, kaynak akımının 20A daha az olması gerekir, yani 160A'lik bir kaynak akımı. Kaynak A137 ile yapılırsa paslanmaz çeli̇k elektrotakım 20% daha az, yaklaşık 140A olmalıdır. Aksi takdirde, kaynak çubuğu kırmızıya dönebilir ve akı tabakası işlemin yarısında soyulabilir. kaynak süreci.
2. Manipülasyon yöntemine göre seçim: Sürükleme ark yöntemi için genellikle küçük akım değerleri kullanılırken, kaldırma ark yöntemi için biraz daha yüksek akım değerleri kullanılır. Dikey alın kaynağı veya dikey ark kaynağı yaparken açılı kaynak Ф4 alkalin elektrot ile 120A'lik bir sürükleme ark yöntemi kullanılabilirken, kaldırma ark yöntemi 135A kullanabilir.
5) Üretim deneyimine dayalı kaynak akımı seçimi:
Sıçramaya bakın, kaynak akımı kabaca ark kuvvetini belirler, daha fazla sıçrama daha fazla ark kuvveti anlamına gelir; daha az kaynak akımı daha az ark kuvveti anlamına gelir, bu da cüruf ve erimiş metal arasında ayrım yapmayı zorlaştırır.
Kaynak oluşumuna bakın: daha yüksek kaynak akımı muhtemelen daha az takviye ile alttan kesmeye neden olur; daha düşük kaynak akımı dar ancak yüksek bir kaynakla sonuçlanır. Elektrodun erime durumunu gözlemleyin: daha yüksek bir kaynak akımı elektrodu daha hızlı eriterek kırmızıya çevirir; daha düşük bir kaynak akımı yapışmaya neden olabilir.
Kaynak Geriliminin Kaynak Performansı Üzerindeki Etkisi
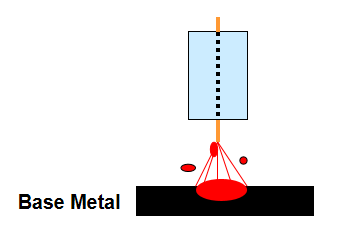
Voltaj çok yüksek olduğunda:
Ark uzunluğu arttıkça sıçrama partikülleri büyür, gözeneklilik oluşma olasılığı artar ve kaynak boncuğu genişlerken, penetrasyon derinliği ve takviye azalır.
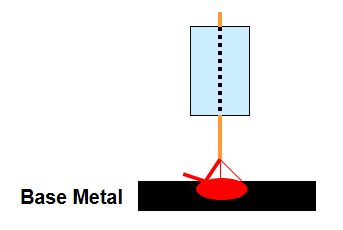
Voltaj çok düşük olduğunda:
Kaynak teli ana malzemeye dalar, sıçrama artar, kaynak ağzı daralır, nüfuziyet derinliği ve takviye artar.
Standart Ayarlama
Ön imalat, kaynak öncesinde referans formüle göre gerçekleştirilir.
Deneme Kaynağı
Başlangıçta akım belirlenir.
Gerilim seviyesi dokunsal tepki, ses ve ark stabilitesine göre değerlendirilir.
Voltajın ince ayarı gerçekleştirilir.
Malzeme ve Ekipman Hususları
Malzeme Kalınlığı ve Türünün Etkisi
Ana malzemenin kalınlığı ve türü, voltaj ve akım ayarları da dahil olmak üzere uygun kaynak parametrelerinin belirlenmesinde çok önemli bir rol oynar.
Malzeme Kalınlığı
İnce malzemeleri kaynaklarken, yanmayı önlemek ve aşırı ısı girişini en aza indirmek için daha düşük voltaj ve akım ayarları gerekir. Daha kalın malzemelerde, yeterli nüfuziyet ve füzyon sağlamak için daha yüksek ayarlar gereklidir. Artan ısı girdisi, kaynağın malzemeye derinlemesine nüfuz etmesini sağlayarak güçlü bir kaynak bağlantısı elde edilmesine yardımcı olur.
Malzeme Türü
Çelik genellikle orta düzeyde voltaj ve akım ayarları gerektirir. Örneğin, yumuşak çelik kaynağında kalınlığa bağlı olarak tipik olarak 17-19 volt ve 200-250 amper kullanılır. Alüminyum, yüksek ısı iletkenliği nedeniyle, uygun ısı dağılımı için daha yüksek voltaj ayarlarına ihtiyaç duyar. Paslanmaz çelik, aşırı ısınmayı önlemek ve korozyona dirençli özelliklerini korumak için daha düşük akım ayarları kullanmalıdır.
Elektrot Tipi ve Boyutu
Elektrot tipi ve boyutu seçimi, kaynak parametrelerini ve genel kaynak kalitesini doğrudan etkiler.
Elektrot Tipi
Genellikle Gaz Metal Ark Kaynağında (GMAW) kullanılan katı teller, tutarlı metal transferi ve kararlı ark özellikleri için belirli voltaj ve akım ayarlarına ihtiyaç duyar. Akı özlü teller, arkı stabilize eden ve kaynak nüfuziyetini artıran akı malzemesi içerir ve katı tellerden farklı ayarlar gerektirir.
Elektrot Boyutu
Daha küçük elektrotlar ince malzemeler ve hassas kaynaklar için uygundur ve aşırı ısı girişini önlemek için daha düşük akım ayarlarına ihtiyaç duyar. Daha büyük elektrotlar kalın malzemeler için idealdir, daha derin penetrasyon ve daha hızlı biriktirme oranları için daha yüksek akım ayarlarına izin verir.
Tel Besleme Hızı (WFS) ve Kaynak Akımı ile İlişkisi
Tel besleme hızı, kaynak akımını doğrudan etkilediği için GMAW gibi proseslerde çok önemlidir. Daha yüksek tel besleme hızı akımı artırarak daha fazla ısı girdisine ve daha hızlı biriktirme oranlarına yol açar.
Tel besleme hızını doğru voltajla dengelemek, kararlı bir ark sağlamak ve istenen kaynak boncuğunu elde etmek için çok önemlidir. Uygun olmayan bir denge sıçrama veya zayıf nüfuziyet gibi kusurlara neden olabilir.
Kaynak Prosedürü Şartnamelerine (WPS) ve Üretici Tavsiyelerine Başvurma
Yerleşik yönergelere ve üretici tavsiyelerine uyulması, optimum kaynak performansı ve kalitesi sağlar.
Kaynak Prosedürü Spesifikasyonları (WPS)
WPS belgeleri, belirli malzemeler ve kalınlıklar için uyarlanmış voltaj, akım, hareket hızı ve koruyucu gaz gereksinimleri gibi standartlaştırılmış kaynak parametreleri sağlar. WPS'ye uymak tutarlı kaynak prosesleri sağlayarak yüksek kaliteli kaynaklara yol açar ve hataları en aza indirir.
Üretici Tavsiyeleri
Üreticiler, kullanılan ekipman ve malzemelere göre voltaj, akım ve diğer parametreleri ayarlamak için özel yönergeler sunar. Bu tavsiyelere uyulması en iyi sonuçların elde edilmesine yardımcı olur ve ekipmanın ömrünü uzatır. Ayrıca, farklı elektrotlar ve teller için uyumluluk bilgileri sağlayarak optimum performans sağlar ve uyumsuz bileşenleri önlerler.
Kaynakçılar malzeme kalınlığını, türünü, elektrot özelliklerini göz önünde bulundurarak ve WPS ve üretici yönergelerine bağlı kalarak yüksek kaliteli, tutarlı kaynaklar elde etmek için voltaj ve akım ayarlarını etkili bir şekilde ayarlayabilirler.
Sık Karşılaşılan Sorunların Giderilmesi
Yaygın Kaynak Sorunlarının Belirlenmesi
Burn-Through
Yanma, çok fazla ısı ana malzemenin tamamen erimesine ve kaynakta delikler oluşmasına neden olduğunda meydana gelir.
Nedenler:
Aşırı akım veya voltaj.
İnce malzemeler için yetersiz ayarlar.
Uygun olmayan kaynak hızı, genellikle çok yavaş.
Çözümler:
Akımı veya voltajı düşürün ve ince malzemeler için uygun elektrotları seçin.
Isıyı daha eşit dağıtmak için daha yüksek bir hareket hızı kullanın.
Sıçrama
Sıçrama, erimiş metal damlacıklarının kaynak alanının etrafına saçılarak kusurlara ve temizleme zorluklarına yol açmasını içerir.
Nedenler:
Gerilim ve akım ayarları arasında uyumsuzluk.
Tutarsız ark uzunluğu veya tel besleme hızı.
Yanlış koruyucu gaz bileşimi.
Çözümler:
Arkı stabilize etmek için voltajı biraz artırın.
Tutarlı tel besleme hızı ve uygun torç mesafesi sağlayın.
Gaz Metal Ark Kaynağı (GMAW) için daha yüksek argon karışımı gibi uygun bir koruyucu gaz kullanın.
Gözeneklilik
Porozite, kaynak içinde küçük gaz ceplerinin veya boşlukların oluşması anlamına gelir ve yapısal bütünlüğünü zayıflatır.
Nedenler:
Ana malzeme üzerinde yağ, gres veya pas gibi kirleticiler.
Yetersiz koruyucu gaz kapsamı veya yanlış akış hızı.
Aşırı uzun ark kullanılması kaynak banyosunun havaya maruz kalmasına neden olur.
Çözümler:
Kaynak yapmadan önce temel malzemeyi iyice temizleyin.
Koruyucu gaz akışını kontrol edin ve varsa sızıntıları giderin.
Tutarlı ve uygun bir yay uzunluğu sağlayın.
Tel Yapıştırma
Tel yapışması, elektrot teli ana malzemeye yapışarak kaynak işlemini kesintiye uğrattığında meydana gelir.
Nedenler:
Düşük voltaj veya akım ayarları.
Tutarsız tel besleme hızı.
Hasarlı veya düzensiz tel.
Çözümler:
Gerilim ve akım ayarlarını önerilen aralıklarda artırın.
Sorunsuz kaynak için tel besleme hızına ince ayar yapın.
Tel makarasında bükülme veya düzensizlik olup olmadığını kontrol edin ve gerekirse değiştirin.
Sorunları Düzeltmek için Çözümler
Gerilim Ayarlama
Çok Yüksek: Aşırı ısıya yol açarak alttan kesmeye veya sığ bir kaynak boncuğuna neden olur. Voltajı kademeli olarak düşürün ve kaynak ağzı profilini gözlemleyin.
Çok Düşük: Kötü penetrasyona ve sıçramaya neden olur. Ark stabilize olana ve boncuk doğru şekilde oluşana kadar voltajı kademeli olarak artırın.
Akım Ayarlama
Çok Yüksek: Derin nüfuziyet yaratarak yanma riski oluşturur. Akımı azaltın ve kaynak havuzu boyutunu izleyin.
Çok Düşük: Zayıf, sığ kaynaklarla sonuçlanır. Tam nüfuziyet ve sağlam bir kaynak bağlantısı elde etmek için akımı artırın.
İnce Ayar Parametreleri
Ark Uzunluğu: Kararsızlığı önlemek için elektrot ile ana malzeme arasında sabit bir mesafe bırakın.
Seyahat Hızı: Hız ve ısıyı dengeleyin - kalın malzemeler için daha yavaş, ince olanlar için daha hızlı gidin.
Tel Besleme Hızı (WFS): Düzensiz beslemeyi veya tel yapışmasını önlemek için WFS'yi voltaj ve akım ayarlarıyla eşleştirin.
Kaynakçılar bu yaygın sorunları sistematik olarak ele alarak ve voltaj, akım ve diğer parametrelerde hassas ayarlamalar yaparak hataları en aza indirirken tutarlı ve yüksek kaliteli sonuçlar elde edebilirler.
Sıkça Sorulan Sorular
Aşağıda sıkça sorulan bazı soruların yanıtları yer almaktadır:
MIG kaynağı için voltajı ve akımı nasıl ayarlayabilirim?
MIG kaynağında voltaj ve akımı ayarlamak için öncelikle akımı ayarlamak üzere tel besleme hızını (WFS) kontrol eder ve kaynak makinesindeki voltajı manuel olarak ayarlarsınız. WFS'nin artırılması akımı yükselterek nüfuziyet derinliğini ve biriken metal miktarını etkiler. Voltaj ayarlamaları ark uzunluğunu ve boncuk genişliğini kontrol eder; daha yüksek voltaj daha geniş, daha düz bir boncukla sonuçlanırken, daha düşük voltaj daha dar, daha pütürlü bir boncuk oluşturur. Akıma bağlı olarak uygun voltajı tahmin etmek için (U=(0,05I+14)±2V) gibi formülleri kullanın ve optimum kaynak kalitesini elde etmek için kaynak sırasında görsel ve işitsel ipuçlarına göre ince ayarlar yapın.
Gerilim ve akımın kaynak dikişi üzerindeki etkileri nelerdir?
Gerilim ve akım, kaynak işlemlerinde kaynak dikişini önemli ölçüde etkiler. Kaynak akımı öncelikle nüfuziyet derinliğini ve kaynak takviyesini etkiler; daha yüksek akım nüfuziyeti ve kalınlığı artırır ancak yanmaya yol açabilir, daha düşük akım ise füzyon eksikliğine veya gözenekliliğe neden olabilir. Voltaj, ark uzunluğunu ve kordon genişliğini kontrol eder; daha yüksek voltaj daha geniş, daha düz bir kordon oluşturur ve daha düşük voltaj daha dar, daha kalın bir kordon üretir. Yanlış ayarlar kaynak kalitesini tehlikeye atarak sıçrama, gözeneklilik veya tel yapışması gibi kusurlara neden olabilir. Bu parametrelerin dengeli bir şekilde ayarlanması optimum kaynak kalitesi ve dikiş bütünlüğü sağlar.
Malzeme kalınlığı ve türü kaynak gerilimini ve akımını nasıl etkiler?
Malzeme kalınlığı ve türü, kaynak voltajı ve akım ayarlarını önemli ölçüde etkiler. Daha kalın malzemeler, yeterli nüfuziyet sağlamak için genellikle daha yüksek amper gerektirir; kabaca bir kılavuz, 0,001 inç kalınlık başına 1 amperi önerir. Örneğin, 1/4 inç çeliğin kaynağı için yaklaşık 250 amper gerekebilir. Tersine, daha ince malzemeler yanmayı önlemek için daha düşük amper gerektirir.
Termal iletkenlik ve erime noktalarındaki farklılıklar nedeniyle malzeme türü de önemli bir rol oynar. Yüksek termal iletkenliğe sahip alüminyum, aşırı ısı girişini önlemek için genellikle çeliğe kıyasla daha düşük amper gerektirir. Örneğin, 1/8 inç alüminyum 120-140 ampere ihtiyaç duyarken, aynı kalınlıktaki çelik daha yüksek amper gerektirebilir. Ayrıca, voltaj ayarları da buna göre yapılmalıdır; daha kalın malzemeler ark stabilitesini korumak ve uygun penetrasyonu sağlamak için tipik olarak daha yüksek voltaja ihtiyaç duyarken, hassas kontrol gerektiren paslanmaz çelik gibi malzemeler daha düşük voltaj ayarları kullanabilir.
Kaynakçılar bu faktörleri anlayarak ve Kaynak Prosedürü Spesifikasyonlarına (WPS) başvurarak daha iyi kaynak kalitesi ve mukavemeti için voltaj ve akım ayarlarını optimize edebilirler.
Tel besleme hızı ile kaynak akımı arasındaki ilişki nedir?
Gazaltı Ark Kaynağında (GMAW) tel besleme hızı (WFS) ve kaynak akımı arasındaki ilişki doğrudan ve istikrarlı bir kaynak prosesinin sürdürülmesi için çok önemlidir. GMAW'da, özellikle sabit voltajlı güç kaynaklarında, tel besleme hızının ayarlanması kaynak akımını otomatik olarak ayarlar. Tel besleme hızının artırılması kaynak akımını artırırken, tel besleme hızının azaltılması kaynak akımını azaltır. Bunun nedeni, kaynak makinesinin teli beslendiği hızda eritmek için gerekli akımı sağlamasıdır. Bu ilişki metal transfer modunu, kaynak nüfuziyetini ve boncuk profilini etkiler. Daha yüksek tel besleme hızları daha yüksek kaynak akımlarına yol açar, bu da daha derin nüfuziyete neden olur ve muhtemelen akım seviyesine ve malzemeye bağlı olarak transfer modunu küreselden spreye değiştirir. Tel besleme hızını ve yanma hızını dengelemek, telin temas ucuna geri erimesi veya kaynak havuzuna çok hızlı beslenmesi gibi sorunları önlemek için çok önemlidir.
Kaynak projem için en uygun voltaj ve akım ayarlarını nasıl belirleyebilirim?
Kaynak projeniz için en uygun voltaj ve akım ayarlarını belirlemek üzere, malzemenize ve bağlantı konfigürasyonunuza göre önerilen aralıklar için Kaynak Prosedürü Spesifikasyonlarına (WPS) başvurarak başlayın. Daha kalın malzemeler genellikle daha yüksek akımlar gerektirdiğinden, malzeme kalınlığını ve türünü göz önünde bulundurun. Akım ve voltaj için belirli çalışma aralıklarına sahip olduklarından uygun elektrot tipini ve boyutunu seçin. Gaz Metal Ark Kaynağında (GMAW), kaynak akımını kontrol etmek için tel besleme hızını (WFS) ayarlayın ve ark stabilitesini korumak için voltajla dengelenmesini sağlayın. Ayarları değerlendirmek ve ince ayar yapmak için hurda malzeme üzerinde test kaynakları gerçekleştirin ve kaynak koşullarını sürekli olarak izleyin. Ayarları doğrulamak için ölçüm araçlarını kullanın ve gelecekteki kaynak görevlerinde tutarlılık için optimum parametreleri belgeleyin.
Yanlış voltaj ve akım ayarlarının sonuçları nelerdir?
Kaynakta yanlış voltaj ve akım ayarları kaynak kalitesini ve güvenliğini önemli ölçüde etkileyebilir. Voltaj çok yüksekse, kaynak çok geniş ve düz olabilir ve yetersiz nüfuziyetle zayıf bağlantılara yol açabilir. Tersine, çok düşük voltaj, zayıf füzyonlu sığ, dar kaynaklarla sonuçlanır. Yanlış akım ayarları yanma, aşırı sıçrama ve zayıf ark kararlılığı gibi sorunlara neden olabilir. Bu kusurlar kaynağın yapısal bütünlüğünü tehlikeye atarak potansiyel arızalara yol açar. Ayrıca, yanlış ayarlar elektrik çarpması riskini ve ekipman tehlikelerini artırır. Doğru voltaj ve akım ayarlarının sağlanması, güçlü, hatasız kaynaklar üretmek ve güvenli bir çalışma ortamı sağlamak için çok önemlidir.
MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.
Doğru gaz karışımını seçmek kaynak başarısı için neden çok önemlidir? Bu makalede, uygun gaz karışımının seçilmesinin damlacıkları rafine ederek, sıçramayı azaltarak, kaynak kalitesini nasıl önemli ölçüde artırabileceği...
Kaynaklı yapıların sağlam görünümlerine rağmen neden bazen başarısız olduklarını hiç merak ettiniz mi? Bu makale, kaynak yapmanın gizli zorluklarına değinerek, eşit olmayan ısıtma ve soğutmanın nasıl...
Gökdelenlerin nasıl dik durduğunu veya arabaların nasıl birbirine kaynaklandığını hiç merak ettiniz mi? Bu blog elektrikli kaynak makinelerinin arkasındaki sihri ortaya çıkarıyor. Lincoln Electric ve Miller Welds gibi en iyi üreticiler hakkında bilgi edinin,...
Bugün hangi kaynak ekipmanı markalarının sektöre öncülük ettiğini hiç merak ettiniz mi? Bu makale ilk on kaynak makinesi üreticisini inceleyerek yeniliklerini, küresel varlıklarını ve benzersiz güçlerini vurguluyor....
Kaynağın parlak kıvılcımlarının ardındaki gizli tehlikeleri hiç merak ettiniz mi? Bu makalede argon ark kaynağının insan vücudu üzerindeki zararlı etkilerini araştırıyoruz....
Kaynak çubuklarının üzerindeki rakam ve harflerin ne anlama geldiğini hiç merak ettiniz mi? Bu makale, karbon ve paslanmaz çelik kaynak çubukları için kodlama sistemini açıklayarak çekme mukavemetlerini,...
Kaynak çubuklarının tüketimini doğru bir şekilde nasıl hesaplayacağınızı hiç merak ettiniz mi? Bu blog yazısında, sektör uzmanları tarafından kaynak çubuklarının tüketimini tahmin etmek için kullanılan yöntem ve formülleri...
Paslanmaz çelikteki kaynak deformasyonu metal imalatında önemli sorunlara yol açabilir. Makalede, bu deformasyonları kontrol etmek ve düzeltmek için bakır plakalar, su kaynağı ve kaynak...
Farklı paslanmaz çelik türlerinin nasıl etkili bir şekilde kaynaklanacağını hiç merak ettiniz mi? Bu makale, martensitik ve dubleks paslanmaz çelikler için özel kaynak yöntemlerini inceleyerek, kaynak işleminin zorluklarını...