1G, 2G, 3G, 4G, 5G, 6G Kaynak Pozisyonları Açıklandı
Kaynak sanatını ve farklı pozisyonları hiç merak ettiniz mi? Bu büyüleyici blog yazısında, düzden baş üstüne kadar kaynak pozisyonlarının inceliklerini inceleyecek ve benzersiz zorluklarını ve tekniklerini keşfedeceğiz. Makine mühendisliği alanında uzun yıllara dayanan deneyime sahip uzman yazarımız, 1G, 2G, 3G, 4G, 5G ve 6G kaynak dünyasında size rehberlik edecek, değerli bilgiler ve pratik bilgiler sunacak. Makine mühendisliği alanındaki bu temel beceri hakkındaki anlayışınızı genişletmeye hazır olun!
Kaynak pozisyonu, kaynak işlemi sırasında iş parçasının kaynak ekipmanına göreceli olarak yerleştirilmesini ifade eder. Dört temel kaynak pozisyonu türü vardır: düz, yatay, dikey ve baş üstü. Her kaynak pozisyonunun kendine özgü operasyonel gereksinimleri ve önlemleri vardır.
Düz pozisyon: Bu, çoğu kaynak senaryosu için uygun olan en yaygın kaynak pozisyonudur. Bu pozisyonda yapılan kaynağa düz kaynak denir.
Yatay pozisyon: Bu pozisyon tipik olarak kaynak dikişinin yandan gözlemlenmesi veya elleçlenmesi gerektiğinde kullanılır. Yatay kaynakta, kaynak dikişinin kalitesini sağlamak için elektrot açısı ve akım seçimi özellikle önemlidir.
Dikey pozisyon: Dikey kaynak, iş parçasının kaynak için dik bir konuma yerleştirilmesini içerir. Bu pozisyon, borular gibi uzun, doğrusal malzemelerin kaynağı için uygundur. Dikey kaynakta, kaynak kalitesini sağlamak için elektrot seçimi ve kaynak parametrelerinin ayarlanması çok önemlidir.
Baş üstü pozisyonu: Baş üstü kaynağı, kaynağın kaynak dikişinin altından yapıldığı bir pozisyondur ve operatörün kaynak dikişini yukarıdan hizalaması gerektiğinden zorlu bir pozisyondur. Baş üstü kaynak sırasında, kaynak akımı düz kaynak sırasında olduğundan 10% - 15% daha az olmalı ve kısa ark işlemi kullanılmalıdır.
Bir kaynak pozisyonu seçerken, kaynak parçasının kalınlığı, kaynak katmanlarının sayısı ve bağlantı türü gibi faktörlerin dikkate alınması gerekir. Örneğin, yüksek güçlü transistörleri kaynaklarken, kurşun pozisyonunun doğru yerleştirilmesini sağlamak için özel dikkat gerekebilir ve daha iyi ısı dağılımı için kaynak süresi en aza indirilmelidir.
Kaynak Pozisyonu Türleri
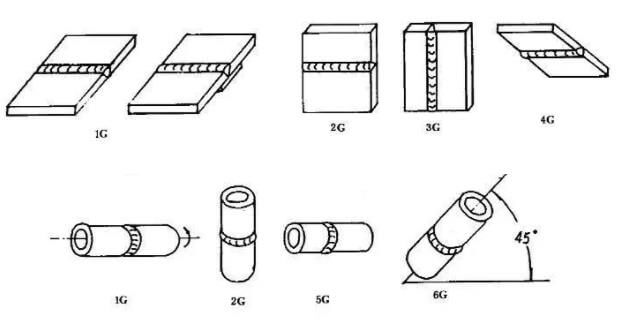
Oluk kaynaklarının pozisyonları sırasıyla 1G, 2G, 3G, 4G, 5G ve 6G olarak sınıflandırılmıştır. düz kaynakyatay kaynak, dikey kaynak, baş üstü kaynak, boru hatlarının yatay sabit kaynağı ve boru hatlarının 45° eğimli sabit kaynağı.
Plakanın alın kaynağı:
(1) Düz pozisyon, 1G olarak gösterilir;
(2) Yatay konum, 2G olarak gösterilir;
(3) Dikey konum, 3G olarak gösterilir;
(4) Baş üstü pozisyon, 4G olarak gösterilir.
Borunun alın kaynağı:
(1) Yatay rotasyon, 1G olarak gösterilir;
(2) Dikey sabit konum, 2G olarak gösterilir;
(3) Yatay sabit konum, 5G, 5GX olarak gösterilir;
(4) 45 derecelik sabit pozisyon, 6G, 6GX olarak gösterilir.
Boru ve plaka arasında alın bağlantı kaynağı:
(1) Yatay rotasyon, 2FRC olarak gösterilir;
(2) Dikey sabit pozisyon, düz kaynak, 2FG olarak gösterilir;
(3) Dikey sabit pozisyon, baş üstü kaynak, 4FG olarak gösterilir;
(4) Yatay sabit konum, 5FG olarak gösterilir;
(5) 45 derecelik sabit pozisyon, 6FG olarak gösterilir.
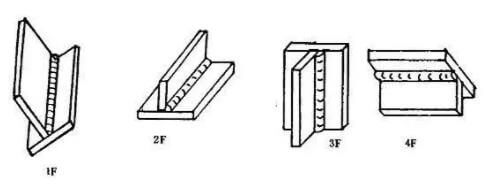
Plaka dolgu kaynağı:
Tabak köşe kaynaklari sırasıyla gemi tipi kaynak, yatay kaynak, dikey kaynak ve baş üstü kaynağı temsil eden 1F, 2F, 3F ve 4F olarak sınıflandırılmıştır.
Tüp levha veya tüp köşe kaynaklari sırasıyla 45 derece döner kaynak, enine kaynak (boru ekseni dikeyken), boru ekseninin yatay döner kaynağı ve boru ekseninin yatay sabit baş üstü kaynağını temsil eden 1F, 2F, 2FR, 4F ve 5F olarak sınıflandırılır.
Saplama kaynağı:
(1) Düz pozisyon, 1S olarak gösterilir;
(2) Yatay konum, 2S olarak gösterilir;
(3) Baş üstü pozisyonu, 4S olarak gösterilir.
AWS'ye göre, düz pozisyon F, yatay pozisyon H, dikey pozisyon V ve baş üstü pozisyon OH olarak gösterilir.
1g, 2g, 3g, 4g, 5g, 6g Kaynak Pozisyonu Açıklamaları
1. Düz kaynak (1G)
1G düz kaynaktır
1G kaynak
1G Kaynak özellikleri:
Metalin füzyon kaynağı, erimiş havuza akması için öncelikle kendi ağırlığına dayanır.
Erimiş havuzun şeklini ve bileşimini korumak ve kontrol etmek kolaydır.
Aynı plaka kalınlığında metal kaynağı yapılırken, düz kaynak için gereken kaynak akımı diğer kaynak pozisyonlarına kıyasla daha yüksektir ve bu da daha yüksek üretim verimliliği sağlar.
Bununla birlikte, cüruf ve erimiş havuz, özellikle düz iç köşe kaynaklarında, cürufun kolayca ilerlemesine ve cüruf kalıntıları oluşturmasına neden olacak şekilde karışmaya eğilimlidir.
Asit elektrotlar cüruf ve erimiş havuzun ayırt edilmesini zorlaştırabilirken, alkali elektrotlar netlik sağlar.
Yanlış kaynak parametreleri ve teknikler boncuk oluşumu, alttan kesme ve kaynak deformasyonu gibi hatalara neden olabilir.
Tek taraflı kaynakta, arka kısım serbest şekillendirilmişse, ilk kaynakta düzensiz nüfuziyet veya zayıf arka kısım oluşumu gibi sorunlar görülebilir.
1G kaynağının kilit noktaları:
Plakanın kalınlığına göre, a kaynak çubuğu daha büyük çaplı ve daha yüksek bir kaynak akımı seçilebilir.
Kaynak yaparken, elektrot ve kaynak parçası 60-80°'lik bir açı oluşturmalı ve cüruf oluşumunu önlemek için cüruf ve sıvı metal ayrımı kontrol edilmelidir.
≤6mm levha kalınlıkları için, alın düz kaynağı için genellikle Tip I oluk kullanılmalı ve kısa arklı 3,2-4mm çapında bir elektrot kullanılmalıdır. kaynak tekni̇ği̇ ön kaynak için kullanılmalı ve nüfuziyet plaka kalınlığının 2/3'üne ulaşmalıdır.
Geri mühürlemeden önce, önemli yapılar haricinde kök temizlenmeyebilir, ancak cüruf temizlenmelidir ve akım daha yüksek olabilir.
Alın düz kaynağında cüruf ve erimiş havuz metali arasında karışıklık varsa, arkı uzatın, elektrodu öne doğru eğin ve cürufu erimiş havuzun arkasına iterek cüruf kapmasını önleyin.
Yatay ve eğimli kaynaklarda, cüruf birikmesini önlemek ve erimiş havuzun ileri doğru hareket etmesini engellemek için yokuş yukarı kaynak kullanılmalıdır.
Çok katmanlı, çok pasolu kaynak kullanıldığında, her katman 4-5 mm'yi geçmeyecek şekilde kaynak pasolarının sayısını ve kaynak sırasını göz önünde bulundurun.
T bağlantılar, dolgu ve bindirmeli düz açı için kaynaklı bağlantılarİki plakanın kalınlığı farklıysa, iki plakanın eşit şekilde ısınmasını sağlamak için elektrot açısı arkı daha kalın plakanın bir tarafına yönlendirecek şekilde ayarlanmalıdır.
Doğru şerit taşıma yöntemi seçimi
(1) İçin kaynak kalınlığı 6mm'den küçük veya eşitse, I-oluklu alın düz kaynağı kullanılır.
Çift taraflı kaynakta, ön kaynak için biraz yavaş bir hızda doğrusal şerit taşıma kullanılmalıdır.
Arka kaynakta da biraz daha büyük bir kaynak akımı ve daha yüksek hız ile doğrusal şerit taşıma kullanılmalıdır.
(2) 6 mm'ye eşit veya daha az levha kalınlığı için, diğer oluk formları kullanıldığında çok katmanlı kaynak veya çok katmanlı çok geçişli kaynak kullanılabilir.
Destek kaynağının ilk katmanında düşük akım elektrodu, düşük standart akım ve doğrusal veya tırtıklı elektrot kaynağı kullanılmalıdır.
Dolgu tabakasını kaynaklarken, daha büyük çaplı elektrotlar ve daha yüksek kaynak akımı ile kısa ark kaynağı seçilebilir.
(3) T-eklemli düz için dolgu kaynağı Bacak boyutu 6 mm'den küçükse, tek katmanlı kaynak seçilebilir ve doğrusal, eğik halka veya testere dişi şerit taşıma yöntemleri kullanılabilir.
Daha büyük kaynak ayağı boyutu için, çok katmanlı kaynak veya çok katmanlı çok pasolu kaynak kullanılmalıdır.
Destek kaynağı için doğrusal şerit taşıma yöntemi kullanılır ve dolgu tabakası için eğimli testere dişi veya eğimli halka şerit taşıma seçilebilir.
(4) Çok katmanlı ve çok pasolu kaynak genellikle doğrusal şerit kaynak yöntemini kullanmalıdır.
2. Yatay kaynak (2G)
2G yatay kaynaktır
2G kaynak
2G Kaynak özellikleri:
Erimiş metal kendi ağırlığı nedeniyle kolayca oluğa düşebilir, bu da üst tarafta alttan kesme hatalarına ve alt tarafta gözyaşı damlası kaynak boncuklarına veya eksik penetrasyon hatalarına yol açar.
Erimiş metal ve cürufun ayrılması, dikey kaynağa benzer şekilde nispeten kolaydır.
2G kaynağının kilit noktaları:
V tipi veya K tipi oluk genellikle alın yatay kaynak için kullanılır ve 3 ila 4 mm levha kalınlığına sahip alın bağlantıları için her iki taraf da I tipi oluk kullanılarak kaynaklanabilir.
Küçük çaplı bir elektrot seçilmeli ve kaynak akımı düz kaynak için kullanılandan daha küçük olmalıdır. Kısa ark işlemi erimiş metal akışını daha iyi kontrol edebilir.
Kalın plakaların kaynağı için, destek kaynaklarına ek olarak çok katmanlı ve çok pasolu kaynak benimsenmelidir.
Çok katmanlı ve çok pasolu kaynak kullanırken, kaynak pasoları arasındaki üst üste binme mesafesinin kontrol edilmesine özellikle dikkat edilmelidir. Düzensizliği önlemek için her bindirme kaynağı bir önceki kaynağın 1/3'ünden başlamalıdır.
Özel duruma göre uygun elektrot açısı muhafaza edilmeli ve kaynak hızı hafifçe tıkanmış ve tek tip olmalıdır.
Doğru şerit taşıma yöntemi kullanılmalıdır:
(1) Tip I alın yatay kaynağı için, ön kaynak en iyi şekilde ileri geri doğrusal şerit taşıma yöntemi kullanılarak yapılır.
Daha kalın parçalar için doğrusal veya küçük eğimli dairesel şerit kullanılmalı ve arkada doğrusal şerit kullanılmalıdır. Kaynak akımı uygun şekilde arttırılabilir.
(2) Diğer oluk alın yatay kaynağı için, boşluk küçükse, destek kaynağı için düz çizgi şerit taşıma kullanılabilir.
Boşluk büyükse, destek katmanı pistonlu doğrusal şerit taşıma kullanmalı ve diğer katmanlar çok katmanlı kaynak sırasında eğimli halka şerit taşıma kullanabilir. Çok katmanlı çok pasolu kaynak sırasında doğrusal şerit taşıma kullanılmalıdır.
3. Dikey kaynak (3G)
3G dikey kaynaktır
3G kaynak
3G Kaynak özellikleri:
Erimiş metal ve cüruf yerçekimi nedeniyle kolayca ayrılır, bu da kaynak boncukları, alttan kesme ve cüruf eklenmesi gibi kusurlara neden olabilir.
Erimiş havuzun yüksek sıcaklığı metalin aşağı doğru akmasına neden olarak düzensiz kaynağa yol açar.
T-eklem kaynaklarının kökünde eksik nüfuziyet oluşabilir ve nüfuziyet derecesini kontrol etmek daha kolaydır.
Bununla birlikte, kaynak verimliliği düz kaynağa kıyasla daha düşüktür.
3G kaynağın kilit noktaları:
Doğru elektrot açısını koruyun;
Üretimde genellikle yukarı doğru dikey kaynak kullanılır ve kaliteyi sağlamak için aşağı doğru dikey kaynak için özel bir kaynak çubuğu kullanılmalıdır.
Dikey yukarı kaynak için kaynak akımı düz kaynak için olandan 10 ila 15% daha azdır ve daha küçük bir elektrot çapı (4 mm'den az) seçilmelidir.
Kısa ark kaynağı, damlacık transferinden erimiş havuza kadar olan mesafeyi azaltmak için kullanılır.
Doğru şerit taşıma yöntemini benimseyin.
(1) Bir T-oluklu alın bağlantısında (genellikle ince plakalar için kullanılır) dikey olarak yukarı doğru kaynak yaparken, doğrusal, tırtıklı ve hilal şerit taşıma yöntemleri yaygın olarak kullanılır. Maksimum ark uzunluğu 6 mm'yi geçmemelidir.
(2) Diğer oluk alın dikey kaynak biçimleri için, ilk kaynak katmanında genellikle kırık kaynak, küçük salınımlı hilal kaynağı ve üçgen şerit kaynağı kullanılır. Sonraki katmanlar hilal veya testere dişi şekli kullanılarak taşınabilir.
(3) T-eklemlerin dikey kaynağı sırasında, elektrot kaynağın her iki yanında ve üst köşelerinde uygun bir bekleme süresine sahip olmalı ve elektrotun salınım genliği kaynak genişliğinden daha büyük olmamalıdır. Elektrot taşıma işlemi, diğer oluk formlarının dikey kaynağına benzer.
(4) Örtü tabakası kaynaklanırken, kaynak yüzeyinin şekli şerit taşıma yöntemine bağlı olacaktır. Biraz daha yüksek bir yüzey kalitesi gerekiyorsa hilal şeklinde bir şerit kullanılabilirken, düz bir yüzey için testere dişi şerit taşıma yöntemi kullanılabilir (orta içbükey şekil duraklama süresiyle ilgilidir).
4. Baş üstü kaynak (4G)
4G baş üstü kaynağıdır
4G kaynak
4G Kaynak özellikleri:
Erimiş metal yerçekimi nedeniyle düşer ve erimiş havuzun şeklinin ve boyutunun kontrolü zordur.
Şeridin taşınması zordur ve kaynak üzerinde düz bir yüzey kolayca elde edilemez.
Cüruf eklenmesi, eksik nüfuziyet, kaynak boncuklanması ve zayıf kaynak oluşumu gibi kusurlar yaygın olarak görülür. Erimiş kaynak metalinin sıçraması ve yayılması yanık kazalarına neden olabilir.
Baş üstü kaynak, diğer kaynak pozisyonlarına kıyasla daha az verimlidir.
4G kaynağın kilit noktaları:
Alın kaynağı için, kaynak kalınlığı ≤ 4 mm olduğunda, tip I oluk kullanılmalı, 3,2 mm'lik bir elektrot seçilmeli ve kaynak akımı orta olmalıdır.
Kaynak kalınlığı ≥ 5mm olduğunda, çok katmanlı ve çok pasolu kaynak kullanılmalıdır.
T-eklem kaynaklarının üstten kaynağı için, kaynak ayağı 8 mm'den az olduğunda tek katmanlı kaynak kullanılmalı ve kaynak ayağı 8 mm'den büyük olduğunda çok katmanlı ve çok pasolu kaynak kullanılmalıdır.
Doğru şerit taşıma yöntemi özel duruma göre seçilmelidir:
(1) Kaynak ayağının boyutu küçük olduğunda, doğrusal veya doğrusal pistonlu şerit taşıma kullanılmalı ve tek katmanlı kaynak tamamlanmalıdır.
Kaynak ayağının boyutu büyük olduğunda, çok katmanlı kaynak veya çok katmanlı ve çok geçişli kaynak şeridi taşıması kullanılabilir.
İlk katman doğrusal şerit taşıma kullanılarak taşınmalıdır ve sonraki katmanlar eğimli üçgen veya eğimli halka şerit taşıma kullanabilir.
(2) Hangi şerit taşıma yöntemi kullanılırsa kullanılsın, erimiş havuza bir seferde eklenen kaynak metali miktarı aşırı olmamalıdır.
5. Boru hattının yatay sabitleme portu (5G)
Boru hattının yatay sabitleme portu 5g konumundadır
Kaynak Pozisyonu Seçiminin Kaynak Kalitesi Üzerindeki Spesifik Etkisi Nedir?
Kaynak pozisyonunun seçimi kaynak kalitesi üzerinde önemli bir etkiye sahiptir. İlk olarak, kaynak pozisyonu kaynak parçasının gerilimini ve deformasyonunu doğrudan etkiler. Kaynak pozisyonu yanlış seçilirse, kaynak parçasında aşırı deformasyona veya iç gerilime yol açabilir. Bu sadece kaynak kalitesini düşürmekle kalmaz, aynı zamanda ciddi durumlarda kaynağın hurdaya çıkmasına bile neden olabilir.
Ayrıca, farklı kaynak pozisyonları, özellikle dikey, yatay veya baş üstü pozisyonlarda kaynak yaparken kaynak havuzunun şeklini ve konumunu etkileyebilir. Yerçekiminin etkisi nedeniyle, alttan kesme gibi sorunlar kolayca ortaya çıkabilir.
Bu nedenle, kaynakların konumunu ve sayısını makul bir şekilde düzenlemek, kaynak deformasyonunu kontrol etmek ve kaynak kalitesini artırmak için önemli önlemlerden biridir.
Kaynak pozisyonu seçiminin kaynak kalitesi üzerindeki etkisi temel olarak aşağıdaki hususlarda kendini göstermektedir:
İlk olarak, kaynakta aşırı deformasyona veya iç gerilime neden olarak genel performansını etkileyebilir.
İkinci olarak, kaynak banyosunun şeklini ve konumunu etkileyerek kaynak kalitesini ve estetiğini etkiler.
Üçüncü olarak, kaynakların konumu ve sayısı makul bir şekilde düzenlenerek, kaynak deformasyonu etkili bir şekilde kontrol edilebilir ve böylece kaynak kalitesi iyileştirilebilir.
Bu nedenle, kaynak işlemleri sırasında, en iyi kaynak sonuçlarını elde etmek için diğer faktörlerin yanı sıra özel kaynak gereksinimleri, malzeme özellikleri ve yapısal sertliğe dayalı olarak uygun kaynak pozisyonu seçilmelidir.
Pratik Uygulamalarda Dikey ve Başüstü Kaynağın Artıları ve Eksileri Nelerdir?
Dikey ve baş üstü kaynağın pratik uygulamalardaki avantaj ve dezavantajları aşağıdaki gibidir:
Dikey kaynağın güçlü yönleri temel olarak malzeme tasarrufu, ağırlık azaltma, ekipman basitliği, operasyonel esneklik ve düşük maliyettir. Özellikle düzensiz kaynaklar, kısa kaynaklar, baş üstü kaynaklar, yüksek irtifa ve dar konumlu kaynaklar için etkilidir, esnek uygulama ve zahmetsiz çalışma sunar. Yüksek ark sıcaklığı, daha hızlı kaynak hızı ve daha küçük ısıdan etkilenen bölge sayesinde kaynak kalitesi yüksektir. Eşkenar üçgen çalışma yöntemi, eğimli alın bağlantılarının ve T bağlantılarının dikey kaynağı için uygundur ve tek seferde daha kalın kaynak kesitleri üretebilir. Cüruf eklenmesi gibi kusurları en aza indirir, böylece üretim verimliliğini artırır.
Dikey kaynağın dezavantajı, çalışma sırasında yukarıdan aşağıya kaynak yaparken düşük akım voltajlarının neredeyse hiç kullanılmaması ve bunun da zayıf mukavemetle sonuçlanmasıdır. Oluşum estetik açıdan hoş olsa da, doğru elektrot açısının korunması esastır.
Üstten kaynağın avantajları arasında iyi proses performansı, kolay ark başlatma, kararlı ark, daha az sıçrama, iyi cüruf giderme, estetik açıdan hoş kaynak oluşumu, kaynak tekniğine kolay hakimiyet ve kaynak metalinin nadiren sorun yaratmasıyla asidik elektrotların iyi gözeneklilik direnci yer alır.
Baş üstü kaynağın dezavantajları, esas olarak erimiş metalin yerçekimi altında düşme eğilimi nedeniyle daha belirgindir, bu da damlacık geçişini ve kaynak oluşumunu zorlaştırır. Ek olarak, katı kaynak telinin proses performansı daha düşüktür, bu da oluşumu daha zor hale getirir ve eritken yokluğu da kaynak oluşumunu etkileyebilir.
Dikey kaynak, operasyonel esneklik, maliyet etkinliği ve karmaşık kaynaklara uyarlanabilirlik açısından açık avantajlara sahiptir, ancak bazı durumlarda yetersiz mukavemet sorunlarıyla karşılaşabilir. Baş üstü kaynak, estetik açıdan hoş kaynak oluşumu ve teknik ustalık açısından avantajlara sahip olsa da, ana dezavantajı düşen erimiş metal nedeniyle artan kaynak zorluğudur.
Kaynak Yöntemleri ve Kodları
Her kaynak yöntemi, aşağıdaki tabloda gösterildiği gibi kodlarıyla birlikte manuel kaynak, mekanize kaynak veya otomatik kaynak kullanılarak gerçekleştirilebilir.
Boru köşe kaynak test parçası (borudan plakaya köşe kaynak test parçası ve borudan boruya köşe kaynak test parçası dahil).
45° rotasyon kaynak test parçası
1F (Rotasyon)
Dikey sabit yatay kaynak test parçası
2F
Yatay rotasyon kaynak test parçası
2FR
Dikey sabit baş üstü kaynak test parçası
4F
Yatay sabit kaynak test parçası
5F
Dişli saplama kaynak test parçası
Düz kaynak test parçası
1S
Yatay kaynak test parçası
2S
Baş üstü kaynak test parçası
4S
Destek Pedli ve Pedsiz Test Parçaları
Sac alın kaynağı test parçası, boru alın kaynağı test parçası ve borudan plakaya köşe bağlantı test parçası iki tipe ayrılabilir: destek pedli ve pedsiz.
Çift taraflı köşe kaynakları, oluk kaynakları ve borudan plakaya köşe bağlantıları için tam penetrasyon gerekli değildir, destek pedleri ile birlikte kabul edilirler.
Ancak, tek taraflı kaynak inert kaynak ile kullanıldığında gaz korumalı kaynakdestek pedlerinde olduğu gibi düşünülemez.
(1) Sac metal alın kaynağı test parçası (oluk olmadığında, bir köşe kaynağı test parçasıdır).
(2) Sac metal köşe kaynak test parçası.
Tablo 2. Test Parçaları için Uygulanabilir Kaynak Pozisyonları
dış çapı 600 mm'ye eşit veya daha küçük olan borular
Sac metal alın kaynağı (Not A-2)
1G
Düz
Düz
Düz
/
2G
Düz ve yatay
Düz ve yatay
Düz ve yatay
/
3G
Düz ve dikey
Düz
Düz, yatay ve dikey
/
4G
Düz ve baş üstü
Düz
Düz, yatay ve baş üstü
/
Boru alın kaynağı test parçası
1G
Düz
Düz
Düz
/
2G
Düz ve yatay
Düz ve yatay
Düz ve yatay
/
5G
Düz, dikey ve baş üstü
Düz, dikey ve baş üstü
Düz, dikey ve baş üstü
/
5GX
Düz, aşağı doğru dikey ve baş üstü
Düz, aşağı doğru dikey ve baş üstü
Düz, dikey aşağı ve baş üstü
/
6G
Düz, yatay, dikey ve baş üstü
Düz, yatay, dikey ve baş üstü
Düz, yatay, dikey ve baş üstü
/
6GX
Düz, aşağı doğru dikey, yatay ve baş üstü.
Düz, aşağı doğru dikey, yatay ve baş üstü.
Düz, aşağı doğru dikey, yatay ve baş üstü
/
Borudan plakaya köşe bağlantısı
2FG
/
/
Düz ve yatay
2FG
2FRG
/
/
Düz ve yatay
2FRG 2FG
4FG
/
/
Düz, yatay ve baş üstü
4FG 2FG
5FG
/
/
Düz, yatay, dikey ve baş üstü
5FG 2FRG 2FG
6FG
/
/
Düz, yatay, dikey ve baş üstü
Tüm pozisyonlar
Sac köşe kaynağı
1F
/
/
Düz
/
2F
/
/
Düz ve yatay
/
3F
/
/
Düz, yatay ve dikey
/
4F
/
/
Düz, yatay ve baş üstü
/
Boru köşe kaynağı
1F
/
/
Düz
/
2F
/
/
Düz ve yatay
/
2FR
/
/
Düz ve yatay
/
4F
/
/
Düz, yatay ve baş üstü
/
5F
/
/
Düz, dikey, yatay ve baş üstü.
/
Kaynak Akımı Ayarının Farklı Kaynak Pozisyonları Üzerindeki Etkisi
Kaynak akımı ayarlamasının farklı kaynak pozisyonları üzerindeki etkisi esas olarak nüfuziyet derinliği, füzyon genişliği, sıçrama ve gözeneklilik dahil olmak üzere kaynak dikişinin kalitesine yansır. İşte bazı spesifik örnekler:
Kaynak akımı arttığında (diğer koşullar değişmeden), kaynak dikişinin nüfuziyet derinliği ve takviyesi artarken, erime genişliğindeki değişiklik önemli değildir veya çok az artar. Bu, farklı kaynak pozisyonlarında, kaynak akımını ayarlayarak, kaynak dikişinin şeklinin ve boyutunun kontrol edilebileceğini gösterir.
Kaynak akımının boyutu, metalin erime hızını ve kaynaklı bağlantının kalitesini doğrudan etkiler. Akım çok yüksek olduğunda, metal hızlı bir şekilde eriyerek derin nüfuziyete, büyük metal sıçramasına ve yanma ve alttan kesme gibi kusurlara yol açar. Bu nedenle, farklı kaynak pozisyonlarında, kaynak dikişinin kalitesini sağlamak için kaynak akımını gerçek duruma göre uygun şekilde ayarlamak gerekir.
CO2/MAG/MIG kaynağında, kaynak akımını ayarlamak aslında tel besleme hızını ayarlamaktır, ark voltajını ayarlamak ise telin erime hızını değiştirmektir. Sadece telin erime hızı ve ilerleme hızı eşit olduğunda kaynak kalitesi sağlanabilir. Bu, farklı kaynak pozisyonlarında, kaynak akımını ve ark voltajını hassas bir şekilde ayarlayarak, telin eşit şekilde eritilmesi ve beslenmesinin sağlanabileceğini ve böylece kaynak dikişinin genel kalitesinin iyileştirilebileceğini göstermektedir.
İkincil korumalı kaynakta, akım ve voltajın ayarlanması kaynak dikişinin kalitesini etkileyen iki önemli faktördür. Bunlar doğrudan nüfuziyet derinliğini, füzyon genişliğini, sıçramayı, gözenekliliği ve kaynak dikişinin diğer özelliklerini belirler. Bu, farklı kaynak pozisyonlarında, akım ve voltajın hassas bir şekilde ayarlanmasıyla, kaynak dikişinin mikro yapısının ve makro performansının etkili bir şekilde kontrol edilebileceği anlamına gelir.
MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.
Kaynakçıların zorlu pozisyonlarda nasıl mükemmel bağlantılar elde ettiğini hiç merak ettiniz mi? 6GR kaynağı, 45° açılı bir engel halkasına sahip boru hatlarını kaynaklamak için kullanılan özel bir tekniktir...
Çelik yapıların kaynaklanması hassasiyet ve uzmanlık gerektirir. Hangi yaygın tuzaklar kaynak projelerinizi tehlikeye atabilir? Bu makalede, başarılı çelik yapı kaynağı için temel ipuçlarını keşfediyoruz. Nasıl yapılacağını öğrenin...
Paslanmaz çelik kaynağı bu kadar esnek yapan şeyin ne olduğunu hiç merak ettiniz mi? Bu makalede, paslanmaz çelik kaynak çubuklarının büyüleyici dünyasını keşfedecek, benzersiz bileşimlerinin ve özelliklerinin paslanmaz çelik kaynak çubuklarını nasıl...