Takım tezgahı, diğer makineleri üretmek için kullanılan bir makineyi ifade eder. İş makinesi veya takım makinesi olarak da bilinir ve geleneksel olarak takım tezgahı olarak adlandırılır.
Takım tezgahları genellikle metal kesme takım tezgahları, dövme takım tezgahları, ağaç işleme takım tezgahları ve diğerleri olarak ayrılır.
Modern mekanik imalatta, mekanik parçaları işlemenin birçok yolu vardır. Kesimin yanı sıra döküm, dövme, kaynak, damgalama, ekstrüzyon ve daha fazlası da vardır. Ancak, yüksek hassasiyete ve ince işçiliğe sahip parçalar yüzey pürüzlülüğü genellikle bir takım tezgahında bir kesme yöntemi kullanılarak işlenmesi gerekir.
Takım tezgahları, ulusal ekonomik modernizasyonun inşasında önemli bir rol oynamaktadır.
Takım tezgahı türleri
CNC makinelerinin birçok çeşidi ve özelliği vardır ve sınıflandırma yöntemleri değişebilir. Bununla birlikte, genellikle aşağıdaki dört ilke kullanılarak işlev ve yapıya göre sınıflandırılabilirler.
Takım tezgahı hareketinin kontrol yörüngesine göre sınıflandırma
(1) CNC makine nokta kontrollü araç
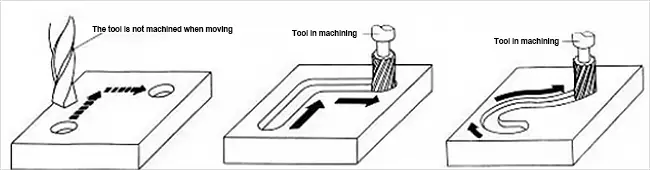
Nokta kontrolü yalnızca makine takımının hareketli parçalarının bir noktadan diğerine doğru konumlandırılmasını gerektirir ve noktalar arasındaki hareket yörüngesi için gereksinimler katı değildir. Hareket sırasında hiçbir işleme yapılmaz ve koordinat eksenleri arasındaki hareket önemsizdir.
Hızlı ve doğru konumlandırma elde etmek için, iki nokta arasındaki yer değiştirme genellikle önce hızlı hareket eder ve ardından konumlandırma doğruluğunu sağlamak için konumlandırma noktasına yavaşça yaklaşır. Aşağıdaki şekilde nokta konum kontrolünün hareket izi gösterilmektedir.
Nokta kontrol işlevine sahip takım tezgahları temel olarak CNC delme makineleri, CNC freze makineleri, CNC zımbalar ve daha fazlasını içerir.
Sayısal kontrol teknolojisinin gelişmesi ve sayısal kontrol sistemlerinin fiyatının düşmesiyle birlikte, sadece nokta kontrolü için kullanılan sayısal kontrol sistemleri giderek daha nadir hale gelmektedir.
(2) Doğrusal kontrollü CNC takım tezgahı
Paralel kontrollü CNC takım tezgahı olarak da bilinen doğrusal kontrollü CNC takım tezgahı, sadece kontrol noktaları arasında doğru konumlandırma değil, aynı zamanda ilgili iki nokta arasındaki hareket hızını ve yörüngeyi de kontrol etme özelliğine sahiptir.
Bununla birlikte, hareket rotası yalnızca takım tezgahının koordinat eksenine paralel hareket eder, bu da aynı anda yalnızca bir koordinat ekseninin kontrol edildiği anlamına gelir ve CNC sistemindeki enterpolasyon işlemi işlevine olan ihtiyacı ortadan kaldırır. Yer değiştirme sırasında, takım belirtilen ilerleme hızında kesebilir ve genellikle yalnızca dikdörtgen ve kademeli parçaları işleyebilir.
Doğrusal kontrol fonksiyonuna sahip takım tezgahları esas olarak nispeten basit CNC torna tezgahları, CNC freze tezgahları, CNC taşlama tezgahları ve benzerlerinden oluşur. Bu takım tezgahının CNC sistemi doğrusal kontrollü CNC sistemi olarak da bilinir. Benzer şekilde, CNC takım tezgahları Sadece doğrusal kontrol için kullanılanlar nadirdir.
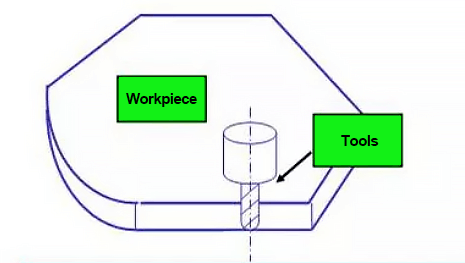
(3) Kontur kontrollü CNC takım tezgahı
Kontur kontrollü CNC takım tezgahının işleme diyagramı
Sürekli kontrol CNC takım tezgahı olarak da bilinen kontur kontrol CNC takım tezgahı, iki veya daha fazla hareket koordinatının yer değiştirmesini ve hızını aynı anda kontrol etme özelliğine sahiptir.
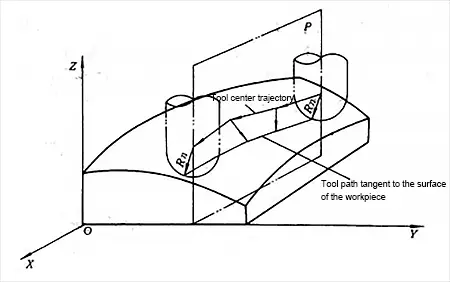
İş parçası konturu boyunca takımın göreceli hareket yolunu ve iş parçası işleme konturunun gereksinimlerini karşılamak için, her koordinat hareketinin yer değiştirme kontrolü ve hız kontrolü, belirtilen orantılı ilişkiye göre doğru bir şekilde koordine edilmelidir. Bu nedenle, bu kontrol modundaki NC cihazı interpolasyon işlemi işlevini gerektirir.
İnterpolasyon, çizginin uç koordinatları, yayın uç koordinatları ve merkez koordinatları veya yarıçap gibi programın temel veri girişine dayalı olarak NC sistemindeki interpolasyon hesaplayıcısının matematiksel işlemesi yoluyla çizginin veya yayın şeklinin tanımlanmasını içerir. Darbeler daha sonra hesaplama sonuçlarına göre her koordinat ekseni kontrolörüne dağıtılır ve gerekli konturu karşılamak için her koordinat ekseninin bağlantı yer değiştirmesini kontrol eder.
Hareket sırasında takım, iş parçası yüzeyini sürekli olarak kesebilir ve her türlü düz çizgiyi, yayı ve eğriyi işleyebilir. Bu tür takım tezgahları esas olarak CNC torna tezgahları, CNC freze makineleri, CNC tel kesme makineleri, işleme merkezleri ve benzerlerinden oluşur.
İlgili NC cihazı, kontrol ettiği bağlantı koordinat eksenlerinin sayısına göre aşağıdaki formlarda sınıflandırılabilen kontur kontrol NC sistemi olarak adlandırılır:
① İki eksenli bağlantı
Esas olarak aşağıdakiler için kullanılır NC torna tezgahı Dönen yüzeylerin işlenmesi veya kavisli silindirik yüzeylerin işlendiği NC freze makinesi.
② İki eksenli yarı bağlantı
Öncelikle üçten fazla eksene sahip takım tezgahlarının kontrolü için kullanılır. İki eksen bağlanabilir ve diğer eksen periyodik olarak beslenebilir.
③ Üç eksenli bağlantı
Genellikle iki kategoriye ayrılır. Birincisi, çoğunlukla CNC freze makineleri, işleme merkezleri ve benzerlerinde kullanılan üç doğrusal koordinat ekseni X/Y/Z bağlantısıdır.
Diğeri ise X/Y/Z'deki iki doğrusal koordinata ek olarak doğrusal koordinat eksenlerinden biri etrafında dönen rotasyon koordinat eksenini eş zamanlı olarak kontrol etmektir.
Örneğin, bir tornalama merkezinde, uzunlamasına (Z ekseni) ve enine (x ekseni) doğrusal koordinat eksenlerinin bağlantısına ek olarak, aynı zamanda z ekseni etrafında dönen ana milin (c ekseni) bağlantısını da kontrol etmesi gerekir.
④ Dört eksenli bağlantı
Aynı anda X/Y/Z üç doğrusal koordinat ekseni ve bir döner koordinat ekseni arasındaki bağlantıyı kontrol eder.
⑤ Beş eksenli bağlantı
Üç X/Y/Z koordinat ekseninin bağlantısını eşzamanlı olarak kontrol etmenin yanı sıra, bu doğrusal koordinat eksenleri etrafında dönen A, B ve C koordinat eksenlerindeki iki koordinat eksenini de kontrol ederek beş ekseni eşzamanlı olarak kontrol etme bağlantısını oluşturur.
Bu sırada takım uzayda herhangi bir yöne ayarlanabilir. Örneğin, takım x ekseni ve y ekseni etrafında aynı anda dönecek şekilde kontrol edilebilir, böylece takım kesme noktasında işlenmiş kontur yüzeyi ile normal bir yönü korur, işlenmiş yüzeyin pürüzsüzlüğünü sağlar, işleme doğruluğunu ve verimliliğini artırır ve işlenmiş yüzeyin pürüzlülüğünü azaltır.
2. Servo kontrol moduna göre sınıflandırılmıştır
(1) açık döngü kontrollü CNC takım tezgahı
Bu tip takım tezgahının besleme servo sürücüsü açık döngüdür, yani algılama geri besleme cihazı yoktur. Genel olarak, tahrik motoru bir adım motorudur. Bir adım motorunun birincil özelliği, kontrol devresi komut darbe sinyalini her değiştirdiğinde, motorun bir adım açısı döndürmesi ve motorun kendi kendini kilitleme yeteneğine sahip olmasıdır.
NC sistemi tarafından verilen besleme komutu sinyali, darbe dağıtıcısı aracılığıyla sürüş devresini kontrol eder. Dönüşüm darbelerinin sayısına göre koordinat yer değiştirmesini, dönüşüm darbelerinin frekansına göre yer değiştirme hızını ve dönüşüm darbelerinin dağıtım sırasına göre yer değiştirme yönünü kontrol eder. Bu nedenle, bu kontrol modunun en önemli özelliği uygun kontrolü, basit yapısı ve düşük fiyatıdır.
NC sistemi tarafından gönderilen komut sinyali akışı tek yönlüdür, bu nedenle kontrol sisteminde herhangi bir kararlılık sorunu yoktur. Bununla birlikte, mekanik iletim hatası geri besleme ile düzeltilmediğinden, yer değiştirme doğruluğu yüksek değildir. İlk CNC takım tezgahları bu kontrol modunu kullanıyordu, ancak arıza oranı nispeten yüksekti.
Şu anda, sürüş devresindeki gelişmeler nedeniyle hala yaygın olarak kullanılmaktadır. Özellikle Çin'de, bu kontrol modu genellikle genel ekonomik NC sistemlerinin ve eski ekipmanların NC dönüşümünde kullanılır. Ek olarak, bu kontrol modu, sayısal kontrol cihazı olarak tek çipli bir mikrobilgisayar veya tek kartlı bilgisayar ile yapılandırılabilir ve tüm sistemin fiyatını düşürür.
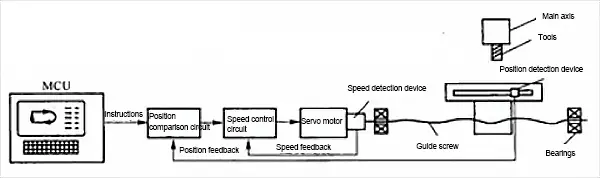
(2) kapalı döngü kontrollü takım tezgahı
Bu tür bir NC takım tezgahının besleme servo sürücüsü, kapalı döngü geri besleme kontrol modu kullanarak çalışır. Tahrik motoru bir DC veya AC servo motor olabilir ve konum geri beslemesi ve hız geri beslemesi yapılandırılmalıdır.
İşleme sırasında, hareketli parçaların gerçek yer değiştirmesi sürekli olarak algılanır ve NC sistemindeki karşılaştırıcıya zamanında geri beslenir. Bu değer daha sonra enterpolasyon işlemi ile elde edilen komut sinyali ile karşılaştırılır. İkisi arasındaki fark, herhangi bir yer değiştirme hatasını ortadan kaldırmak için yer değiştirme parçasını tahrik eden servo sürücünün kontrol sinyali olarak kullanılır.
Konum geri besleme algılama elemanının ve kullanılan geri besleme cihazının kurulum konumu, tam kapalı döngü veya yarı kapalı döngü kontrol modu olup olmadığını belirler.
① Tam kapalı döngü kontrolü
Şekilde gösterildiği gibi, konum geri besleme cihazı, günümüzde yaygın olarak kullanılan ızgara cetvelleri ile doğrusal bir yer değiştirme algılama elemanını benimser. Makine takımının eyerine monte edilir ve makine takımı koordinatlarının doğrusal yer değiştirmesini doğrudan algılamasını sağlar.
Geri bildirim sayesinde, motordan makine selesine kadar tüm mekanik aktarım zincirindeki aktarım hatası ortadan kaldırılabilir ve bu da makine takımının yüksek statik konumlandırma doğruluğu ile sonuçlanır.
Bununla birlikte, tüm kontrol döngüsü içinde, birçok mekanik aktarım bağlantısının sürtünme özellikleri, sertliği ve boşluğu doğrusal değildir. Ayrıca, tüm mekanik iletim zincirinin dinamik tepki süresi, elektriksel tepki süresine kıyasla çok daha büyüktür ve bu da tüm kapalı döngü sisteminin kararlılık düzeltmesine önemli zorluklar getirir. Bu nedenle, sistemin tasarımı ve ayarlanması da çok karmaşıktır.
Bu tam kapalı döngü kontrol modu esas olarak yüksek hassasiyet gereksinimleri olan CNC koordinat makineleri ve CNC hassas taşlama makineleri için kullanılır.
② Yarı kapalı döngü kontrolü
Şekilde gösterildiği gibi, konum geri beslemesi bir açı algılama elemanı kullanır ve enkoderler şu anda kullanılan ana tiptir. Doğrudan servo motorun veya kılavuz vidanın ucuna takılır.
Çoğu mekanik iletim bağlantısı sistemin kapalı döngüsüne dahil edilmediğinden, daha kararlı kontrol karakteristikleri elde etmek için çağrılır.
Kılavuz vidada mevcut olanlar gibi mekanik iletim hataları, geri bildirim yoluyla hiçbir zaman düzeltilemez. Ancak, doğruluğu artırmak için yazılım ayarı telafi yöntemi kullanılabilir.
Şu anda, çoğu CNC takım tezgahı yarı kapalı döngü kontrol modunu benimsemektedir.
③ Hibrit kontrollü CNC takım tezgahı
Yukarıdaki kontrol modlarının özellikleri, hibrit bir kontrol şeması oluşturmak için seçici olarak birleştirilir.
Daha önce de belirtildiği gibi, açık döngü kontrol modu iyi kararlılığa, düşük maliyete ve zayıf doğruluğa sahipken, tam kapalı döngü kararlılığı zayıftır.
Bu nedenle, birbirini tamamlamak ve bazı takım tezgahlarının kontrol gereksinimlerini karşılamak için hibrit bir kontrol modu benimsenmelidir.
Açık döngü kompanzasyonu ve yarı kapalı döngü kompanzasyonu yaygın olarak kullanılmaktadır.
3. CNC sisteminin fonksiyonel seviyesine göre sınıflandırılmıştır
İşlevsel seviyesine göre bir CNC sisteminde genellikle düşük, orta ve yüksek derecelere ayrılır.
Düşük, orta ve yüksek derecelerin sınırları görecelidir ve bölüm standartları farklı dönemlerde farklılık gösterecektir.
Mevcut gelişmişlik düzeyine göre, çeşitli türlerde CNC sistemleri belirli işlev ve göstergelere dayalı olarak düşük, orta ve yüksek derecelere ayrılabilir.
Bunlar arasında orta ve yüksek sınıflar genellikle tam işlevli CNC veya standart CNC olarak adlandırılır.
4. İşleme teknolojisi ve takım tezgahı kullanım türüne göre sınıflandırma
(1) Metal kesme
Bu, tornalama, frezeleme gibi çeşitli kesme işlemlerine sahip CNC takım tezgahlarını ifade eder, delmetaşlama, raybalama ve planyalama.
Aşağıdaki iki kategoriye ayrılabilir:
① Sıradan CNC takım tezgahları
CNC torna tezgahları, CNC freze tezgahları, CNC taşlama tezgahları vb.
② İşleme merkezleri
Ana özelliği, otomatik takım değiştirme mekanizmasına sahip bir takım magazinidir ve iş parçası bir kez geçer.
Kelepçelemeden sonra, otomatik olarak her türlü kesici aletlerfrezeleme (tornalama) anahtarı, menteşe, delme ve kılavuz çekme gibi çeşitli işlemler, (bina / freze) işleme merkezleri, tornalama merkezleri, delme merkezleri vb. gibi aynı takım tezgahında iş parçasının her bir işleme yüzeyinde sürekli olarak işlenir.
(2) Metal şekillendirme
Bu, ekstrüzyon, delme, presleme, çekme ve diğer işlemleri benimseyen CNC takım tezgahlarını ifade eder. şekillendirme süreçleri. Yaygın olarak kullanılan CNC presler, CNC pres freni makineleri, CNC boru bükme makineleri, CNC eğirme makineleri vb.
(3) Özel işleme
Başlıca CNC WEDM, CNC EDM şekillendirme makinesi, CNC alev kesme makinesi vardır, CNC lazer işleme makinesivb.
(4) Ölçme ve çizim
Başlıca CMM, NC takım ayar aleti, NC plotter vb. vardır.