Metal levhaların çeşitli formlara nasıl hassas bir şekilde şekillendirildiğini hiç merak ettiniz mi? Pres frenleme tam da bunu yapan büyüleyici bir süreçtir. Bir kalıp üzerinden bir metal levhaya kuvvet uygulayarak malzemeyi büker ve istenen şekillere sokar. Bu makalede, havalı bükme ve kaplama gibi farklı pres frenleme yöntemleri, uygulamaları ve faydaları detaylandırılarak incelenmektedir. Her tekniğin nüanslarını öğrenecek ve pres frenlemenin metal imalatında neden önemli olduğunu anlayacaksınız. Metali hassas bir şekilde dönüştürmenin karmaşık sanatını keşfetmek için içeri dalın.
Pres frenleme, dişi ("V" şeklinde) bir kalıp üzerinde desteklenen sac malzemenin zımba aracılığıyla kuvvet uygulanarak deforme edilmesi mekanik işlemidir.
Kuvvet malzemenin akma dayanımını aştığında, temas hattı boyunca sac parçada kalıcı deformasyon meydana gelir.
Sac malzemeyi bükmek için gereken kuvveti oluşturmanın iki yöntemi vardır:
En yaygın yöntem, bir volan ve eksantrik krankın kayan bir kirişi (koç) hareket ettirmesidir. Bu genellikle şu şekilde adlandırılır mekanik pres Fren.
Tercih edilen yöntem, abkant koçundaki hidrolik veya hidra-mekanik kuvvettir. Hidrolik silindirlerdoğrudan veya bağlantı yoluyla pres şahmerdanına bağlanır, basınçlı hidrolik yağdan gelen enerjiyi mekanik kuvvete dönüştürür.
Kesimden sonra, pres frenleme ile gerçekleştirilen en kolay işlemlerden biridir. sac metal ve temel olarak sac metalin soğuk plastik deformasyonunu içerir.
Bükme için temel bir gereklilik, malzemenin bükülebilirliği, yani çatlamadan veya kırılmadan bükülebilmesidir. Bu özellik iyi dövülebilirlik ve uzama, saflık ve düşük sertlik gerektirir. Düşük karbon yüzdesine (<0,2%) ve düşük sertliğe sahip yumuşak çelik alaşımlı çelik (5%'ye ulaşan ilave unsurların hiçbiri) iyi bükülebilirliğe sahiptir.
Çok çeşitli standart abkant pres takımları ve çok hızlı makine kurulumu sayesinde abkant presleme, farklı ihtiyaçları karşılamak için farklı özelliklere sahip ürünler elde etme potansiyeli sunar.
Bu durum, sınırsız sayıda düzensiz şeklin üretilmesini sağlayan, ancak sonuçları değiştirme imkanı olmayan gerekli kalıbı tasarlamak ve üretmek için çok fazla zaman ve yüksek maliyet gerektiren derin çekme işleminin (örneğin araba bileşenleri) tersidir.
Bu nedenle derin çekme yüksek miktarlı üretim için uygunken, pres frenleme çok daha geniş bir kullanım alanına sahiptir.
Pres frenleme, bir metal levhanın bir üst ve bir alt alet (sırasıyla zımba ve kalıp) arasına yerleştirilmesiyle gerçekleştirilir; zımba kalıba doğru indirilir ve sac levhayı kalıbın içine iterek kalıcı plastik deformasyonuna neden olur.
Pres frenleme ile doğru sırayla bükümler yaparak oldukça karmaşık pro-filler elde etmek mümkündür. Sac metal genellikle elle hareket ettirilir ve konumlandırılır.
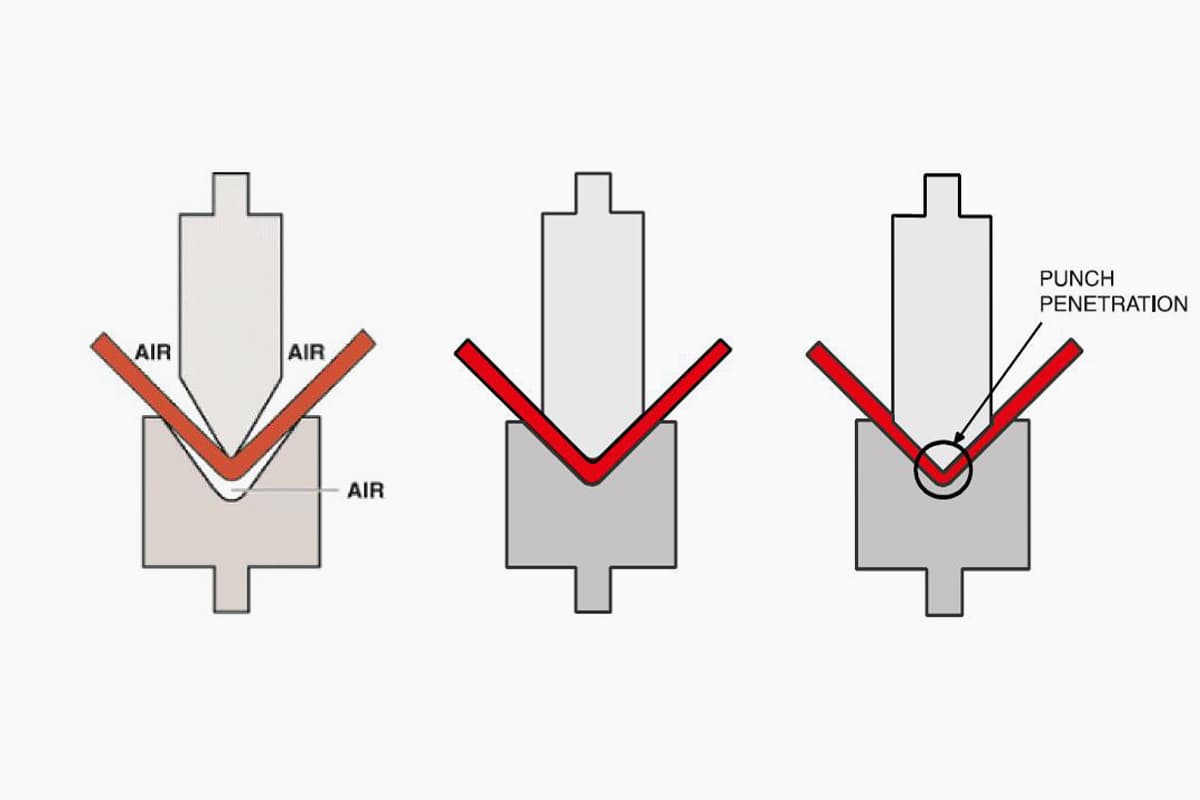
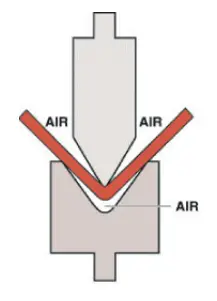
Hava Bükme
Hava Bükme
ile hava bükmesac, zımba ve kalıbın yuvarlak omuzları arasında üç noktalı bir temasla deforme olur. Sac malzeme kalıbın kenarları veya zımba ile temas etmez.
Not:
Uygulanan kuvvet serbest bırakıldığında, malzemenin elastik özellikleri nedeniyle kısmi bir geri yaylanma meydana gelir.
Tipik havalı bükme kalıpları 85 derecelik bir açı ile yapılandırılır, böylece parça aşırı bükülebilir ve sonuçta istenen 90 dereceye kadar geri yaylanabilir.
Havalı bükme ile operatör, belirli bir malzeme kalınlığı için aynı kalıp setini kullanarak farklı bükme açılarına sahip parçalar oluşturabilir. Bu, zımbanın kalıp üzerinden iş parçasına penetrasyonunu kontrol ederek elde edilir.
Hava vermek için 60 derecelik açıya sahip akut kalıplar kullanılabilir bükülmüş sac metal ölçü parçaları için 60 dereceden daha büyük açılar. Oluşturulan parçanın açısı, zımbanın kalıba girme derinliği ile belirlenir.
Havalı bükme için tonaj gereksinimleri tipik olarak belirtilen çekme mukavemetine, malzeme kalınlığına ve kalıp açıklığı konfigürasyonuna sahip yumuşak çelik için yayınlanır. Şekil 2.2-1'e bakınız.
Alt Bükme
Alt Bükme
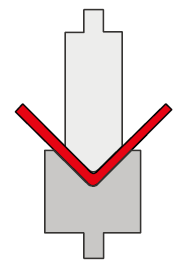
Alttan bükme ile zımba, sac malzemenin kalıp setinin geometrisine uyması için yeterli tonaj uygular. Bu yöntemle şekillendirilen parça çok az veya hiç springback.
Kalıp dahil açısı normalde 90 derecedir.
Alttan bükme için tipik tonaj gereksinimleri havalı bükmeye göre dört kata kadar daha fazladır.
Alttan bükme ile şekillendirilen parça açısındaki farklılıklar azalsa da, kalıp seti tek açılı parça şekillendirme işlemi ile sınırlıdır.
Madeni Para
Madeni Para
Zımbalama ile zımba, sac malzemenin kalıp setinin geometrisine uyması ve temas noktasında hafif bir incelme yaşaması için yeterli tonaj uygular. Bu yöntemle şekillendirilen parçada geri esneme olmamalıdır.
Kalıp dahil açısı normalde 90 derecedir.
Bobinleme için tipik tonaj gereksinimleri hava bükmeye göre dört ila sekiz kat daha fazladır - daha yüksek kapasite ile ilişkili maliyetler nedeniyle bir dezavantaj abkant presler ve ekipman ve aletlerin bakımı.
Şekillendirilen parça açısındaki farklılıklar madeni para ile azaltılsa da, kalıp seti tek bir açılı parça şekillendirme işlemi ile sınırlıdır.
MachineMFG'nin kurucusu olarak, kariyerimin on yıldan fazlasını metal işleme sektörüne adadım. Kapsamlı deneyimim, sac metal imalatı, talaşlı imalat, makine mühendisliği ve metaller için takım tezgahları alanlarında uzman olmamı sağladı. Bu konular hakkında sürekli düşünüyor, okuyor ve yazıyorum, sürekli olarak alanımın ön saflarında kalmaya çalışıyorum. Bilgi ve uzmanlığımın işiniz için bir değer olmasına izin verin.
Sac metal parçaların nasıl tasarlandığını ve hassas bir şekilde üretildiğini hiç merak ettiniz mi? Bu blog yazısında, bükülme payının büyüleyici dünyasına dalacağız - çok önemli bir...
Bir sac metal parçayı deneme yanılma olmadan nasıl doğru bir şekilde bükebilirsiniz? Y faktörü anahtarı elinde tutar. Bu makalede, büküm miktarını hesaplamak için kullanılan çok önemli bir sabit olan Y faktörü açıklanmaktadır...
Çeliğin bükme sırasında neden bazen çatladığını hiç merak ettiniz mi? Bu makalede, çelik bükme teknolojisinin büyüleyici dünyasını keşfediyor, köşe ve orta çatlaklar gibi yaygın kusurların arkasındaki nedenleri ortaya çıkarıyoruz...
Sac metal imalatı için gereken bükme kuvvetini nasıl doğru bir şekilde hesaplayacağınızı hiç merak ettiniz mi? Bu bilgilendirici blog yazısında, bükme kuvveti hesaplamanın inceliklerini keşfedeceğiz, çizim...
Farklı malzemelerin sac metal bükmeyi nasıl etkilediğini hiç merak ettiniz mi? Bu aydınlatıcı makalede, deneyimli bir makine mühendisi, malzeme türlerinin, kalınlıklarının ve malzemelerin bükme üzerindeki etkisine ilişkin uzmanlığını paylaşıyor.
Bu blog yazısında, hava bükmenin büyüleyici dünyasını ve bunu mümkün kılan kuvvet çizelgelerini keşfedeceğiz. Bunun arkasındaki bilimi araştırırken bize katılın...
Sac metal projeleriniz için doğru büküm payını hesaplamakta hiç zorlandınız mı? Bu blog yazısında, bükme payları dünyasına dalacağız ve nasıl hesaplanacağını keşfedeceğiz...
Tüm sac metal imalatçılarının ve tasarımcılarının dikkatine! Projeleriniz için en uygun bükme yarıçapını belirlemekte zorlanıyor musunuz? Başka yere bakmanıza gerek yok! Bu blog yazısında, sac metal...
Tüm metal işleme meraklılarının dikkatine! Abkant presiniz için uygun tonajı tahmin etmekten bıktınız mı? Başka yere bakmayın! Bu blog yazısında, abkant pres dünyasına dalacağız...