1. Projeksiyon kaynağı prensibi
Projeksiyon kaynağı, aynı anda çok noktadan kaynak yapılmasını sağlayan etkili bir kaynak yöntemidir. Ark kaynağına alternatif olarak kullanılabilir, lehimlemeve ısırma.
Bu yöntem, düşük tüketimle yüksek işlem hızı avantajına sahiptir ve yalnızca güç gerektirir.
Nokta kaynağı ile karşılaştırıldığında, projeksiyon kaynağı, plaka üzerinde dışbükey noktaların önceden işlenmesini veya akımı plaka üzerinde yoğunlaştıran profillerin ve pahların kullanılmasını içermesi bakımından farklılık gösterir. kaynak malzemesi kaynak sırasında temas noktaları olarak.
sırasında kaynak sürecidışbükey noktalarla temas yoluyla birim alan başına basınç ve akım yoğunluğu artar, bu da plaka yüzeyindeki oksit filmini ortadan kaldırmaya, ısıyı yoğunlaştırmaya, sapmayı azaltmaya ve nokta kaynağında merkez mesafesini azaltmaya yardımcı olur. Bu, çok noktalı dışbükey kaynağın aynı anda gerçekleştirilmesine olanak tanıyarak üretkenliği artırır ve bağlantıdaki çarpılma deformasyonunu azaltır.
Otomotiv gövde imalatında, projeksiyon kaynak somunları (tümsekli somunlar) tipik olarak ince plakalar üzerine kaynaklanır ve yalnızca cıvata sıkmaBu da montaj verimliliğini artırır.
Projeksiyon kaynağı bir direnç kaynağı Bir iş parçasının yüzeyinde bir veya daha fazla yükseltilmiş çıkıntının başka bir iş parçasının yüzeyiyle temas etmesi için önceden işlendiği teknik. Daha sonra bir elektrik akımı uygulanarak çıkıntıların ısınmasına ve sonunda çökmesine neden olarak bir kaynaklı bağlantı.
Projeksiyon kaynağı aşağıdakilerin bir varyasyonudur punta kaynağı.
Öncelikle aşağıdakiler için kullanılır düşük karbonlu çeli̇k kaynaği ve düşük alaşımlı çelik damgalama parçaları. Bir plakanın projeksiyon kaynağı için ideal kalınlık aralığı 0,5 ila 4 mm arasındayken, 0,25 mm'den daha az kalınlıklar için nokta kaynağı önerilir.
Otomotiv endüstrisinin büyümesiyle birlikte, yüksek verimliliğe sahip projeksiyon kaynağı, otomobil bileşenlerinin üretiminde yaygın olarak kullanılmaya başlanmıştır.
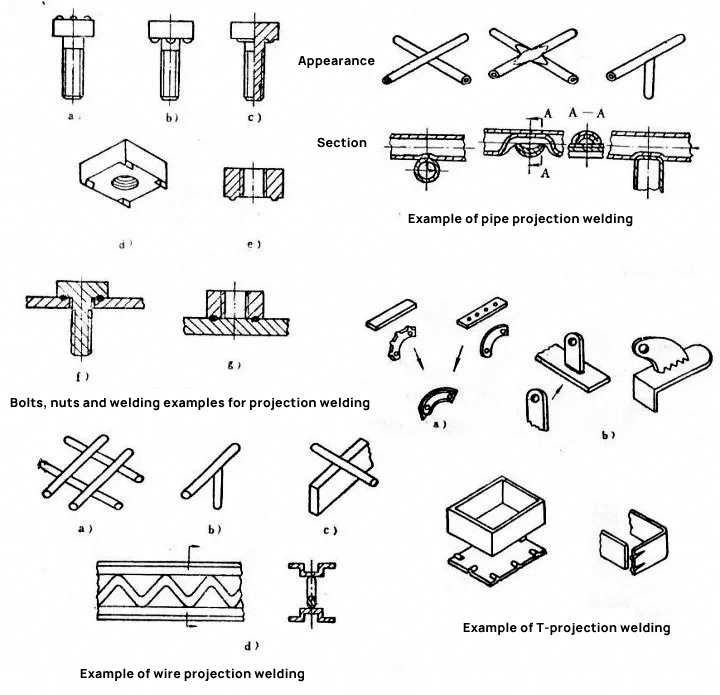
2. Projeksiyon kaynağının sınıflandırılması
Projeksiyon kaynağı, tek nokta projeksiyon kaynağı, çok nokta projeksiyon kaynağı, halka kaynağı, T-şekilli kaynak, rulo projeksiyon kaynağı ve tel çapraz kaynağı dahil olmak üzere çeşitli tiplerde sınıflandırılabilir.
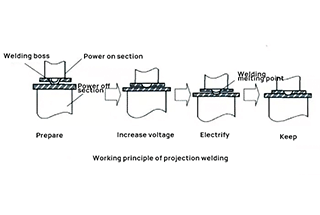
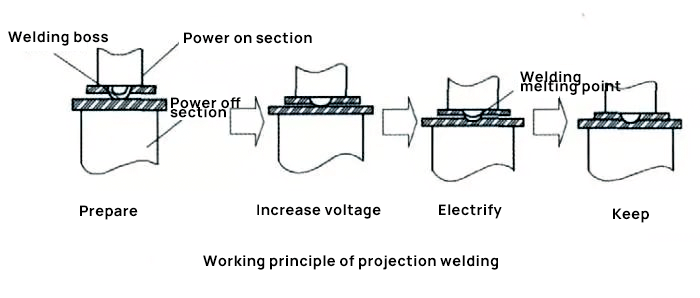
3. Yumru oluşumunun üç aşaması
Projeksiyon kaynağı, bir iş parçasının yüzeyindeki bir veya daha fazla dışbükey başlangıç noktasının başka bir iş parçasının yüzeyiyle temas etmesi için önceden işlenmesini içeren bir direnç kaynağı yöntemidir. İş parçaları daha sonra basınçlandırılır ve elektrikle ısıtılır, bu da dışbükey noktaların çökmesine ve bir kaynaklı bağlantı.
Çarpma bağlantısının oluşumu nokta kaynağına benzer ve dikiş kaynağı ve üç aşamaya ayrılabilir: ön yükleme, elektrikli ısıtma ve soğutma kristalizasyonu.
1. Ön yükleme aşaması.
Elektrot basıncının etkisi altında, projeksiyon ve alt plaka arasındaki bağlanma yüzeyi genişleyerek, elektrotun iletken alanını stabilize eder. kaynak bölgesi ve yapıştırma yüzeyindeki oksit filmini parçalayarak güçlü bir fiziksel bağlantıya neden olur.
2. Isıtma aşamasını açın.
Bu kaynak süreci iki aşamadan oluşur: kırma aşaması ve çekirdeklenme aşaması.
Projeksiyon ezildikten ve iki plaka yapıştırıldıktan sonra geniş bir ısıtma alanı oluşur.
Isıtma ilerledikçe, münferit temas noktalarının erimesi genişleyerek yeterli büyüklükte bir erime çekirdeği ve plastik bölge oluşmasına neden olur.
3. Soğutma kristalizasyon aşaması.
Çekirdeklenme süreci, çekirdeklenme akımı kapatıldıktan sonra çekirdeklenme kaynak sürecine benzer.
4. Projeksiyon kaynak kalitesini etkileyen faktörler
Kaynak Akımı: Projeksiyon kaynağında her bir kaynak noktası için gereken akım miktarı, aynı noktanın punta kaynağı için gereken miktardan daha küçüktür. Maksimum akım, uygun elektrot basıncı altında aşırı metal ekstrüzyonuna neden olmayan akım olarak alınır. Minimum akım ise projeksiyonu tamamen ezilmeden önce eritebilecek akımdır. Kaynak akımının seçimi esas olarak iş parçasının malzemesine ve kalınlığına dayanır. Çok noktalı projeksiyon kaynağında, toplam kaynak akımı her bir projeksiyon için gereken akımın toplamıdır.
Elektrot Basıncı: Elektrot basıncı, çıkıntılara ulaştıklarında çökmelerine neden olmalıdır. kaynak sıcaklığı ve iki iş parçası arasında yakın bir uyum sağlar. Elektrot basıncı çok yüksekse, çıkıntılar zamanından önce çökerek çıkıntı kaynağının etkinliğini azaltır ve azalan akım yoğunluğu nedeniyle birleşme mukavemetini zayıflatır. Öte yandan, çok az basınç aşırı sıçramaya neden olabilir. Elektrot basıncının boyutu hem ısı emilimini hem de ısı dağılımını etkiler. Elektrot basıncı, iş parçasının malzemesi ve kalınlığına göre belirlenmelidir. Güç kapatıldığında projeksiyon azalmasının 10%'den fazla olmaması koşuluyla, tipik olarak tüm noktaların toplamının 1,5 katı olarak hesaplanabilir.
Elektrot Basınç Arıza Noktası: Elektrot basıncı hata noktası, 1 mm'lik bir plaka kalınlığı için 500 ila 800 N ve 5 mm'lik bir kalınlık için 5000 ila 6000 N arasındadır.
Kaynak Gücü Tam zamanında: Bu, kaynak gücünün bir noktaya uygulandığı süreyi ifade eder. Projeksiyon kaynağı için kaynak gücü açık kalma süresi nokta kaynağı için olandan daha uzundur. Kaynak gücü açık kalma süresini kısaltmak için kaynak akımı artırılmalıdır, ancak aşırı akım aşırı ısınmaya ve sıçramaya neden olabilir. Belirli bir malzeme ve iş parçasının kalınlığı için kaynak enerjilendirme süresi, kaynak akımına ve projeksiyonun sertliğine bağlı olarak belirlenmelidir. Tipik olarak, tek nokta kaynağı için güç açma süresi 0,5 ila 2,5 saniye arasındadır. 3mm'den daha kalın iş parçaları için, her biri 0,04 ila 0,8 saniye süreli, 0,06 ila 0,2 saniyelik aralıklı periyotlarla 3 ila 5 kez gibi çoklu güç açma süreleri, münferit noktaların aşırı ısınmasını önlemek için kullanılabilir.
Kaynak Gücü: Her bir noktanın kaynağı için gereken elektrik gücü, iş parçasının kalınlığına bağlı olarak değişir. 1 mm kalınlığındaki bir iş parçası için gereken güç 40 ila 50 KW arasındadır ve 3 mm kalınlığındaki bir iş parçası için gereken güç 80 ila 100 kW arasındadır. Aynı metale sahip iş parçalarını kaynaklarken, çıkıntı daha kalın olan iş parçası üzerinde delinmelidir. Ne zaman farklı metallerin kaynağıİki iş parçası arasında bir ısı dengesi sağlamak için projeksiyon daha yüksek iletkenliğe sahip iş parçası üzerinde delinmelidir.
5. Projeksiyon kaynağının avantajları ve dezavantajları nelerdir?
Projeksiyon Kaynağının Avantajları:
- Birden fazla kaynak noktası tek bir işlemde kaynaklanabilir, sadece akım ve kuvveti ayarlamak için kontrol yeteneği ile sınırlıdır.
- Projeksiyon kaynağı, nokta kaynağına kıyasla daha yakın bir kaynak noktası aralığı ile büyük bir akım konsantrasyonuna ve kaynak noktasında şant için sınırlı fırsatlara sahip olduğu için dar flanşların kaynağına izin verir.
- Projeksiyon kaynağındaki elektrot temas yüzeyi, projeksiyonundan daha büyüktür ve aynı nugget çapına sahip nokta kaynağında kullanılan elektrot temas yüzeyinden de daha büyüktür, bu da düşük akım yoğunluğu nedeniyle daha düşük elektrot bakımı ile sonuçlanır.
- Direnç nokta kaynağı (RSW) bağlantıları için çok kalın olan metallere projeksiyon kaynağı uygulanabilir.
- Projeksiyonun boyutu ve konumu esnek bir şekilde seçilebilir ve projeksiyon ile iş parçası arasında 6 (veya daha fazla) ila 1 kalınlık oranına izin verir. Bu, bazen yaklaşık 3 ila 1 kalınlık oranına sahip iş parçaları için nokta kaynağı ile elde edilmesi zordur.
- Proses, halka projeksiyon kaynağında olduğu gibi sızdırmaz bağlantılar için kullanılabilir.
Projeksiyon Kaynağının Dezavantajları:
- Bir iş parçası üzerinde bir veya daha fazla çıkıntı oluştururken parça istenen şekle preslenemediği sürece ek işlemler gerekecektir.
- Birden fazla lehim bağlantısının aynı anda kaynaklanması için aynı elektrot kullanıldığında lehim bağlantısının eşit kalitede olmasını sağlamak için iş parçasının hizalanması ve şişkinlik boyutunun (özellikle yüksekliği) kontrolü sıkı toleranslar dahilinde tutulmalıdır.
- Aynı anda birden fazla lehim bağlantısının projeksiyon kaynağı yapılırken, projeksiyonun dağılımı akımın şönt yolu tarafından kısıtlanır ve bu da istenen konumla aynı hizada olmayabilir.