Kumlama Nedir?
Kumlama, aşındırıcı malzemeleri (bakır cevheri kumu, kuvars kumu, elmas kumu, demir kumu ve Hainan kumu gibi) işlenmesi gereken iş parçasının yüzeyine iten yüksek hızlı bir jet akışı oluşturmak için güç kaynağı olarak basınçlı hava kullanır. Bu, iş parçasının yüzeyinin dış yüzeyinde veya şeklinde değişikliklere neden olur.
Aşındırıcı malzemenin iş parçasının yüzeyi üzerindeki etkisi ve kesme eylemi nedeniyle, iş parçasının yüzeyi belirli bir temizlik derecesi ve farklı pürüzlülük seviyeleri elde eder, böylece iş parçasının yüzeyinin mekanik özelliklerini iyileştirir.
Sonuç olarak, iş parçasının yorulma direnci artar, iş parçası ile kaplama arasındaki yapışma artar ve kaplamanın dayanıklılığı uzar. Bu yöntem aynı zamanda kaplamanın tesviyesi ve dekorasyonu için de faydalıdır.
Kumlamanın Ana Uygulama Kapsamı
(1) Kaplama veya yapıştırıcıdan önce iş parçalarının ön işlemi için kumlama, pas gibi tüm kirleticileri giderebilir ve genellikle "mat yüzey" olarak bilinen çok önemli bir yüzey dokusu oluşturabilir. Kumlama ekipmanının aşındırıcısı gibi farklı kum boyutlarında aşındırıcı malzeme kullanılarak farklı pürüzlülük seviyeleri elde edilebilir, bu da iş parçası ile kaplama veya kaplama arasındaki yapışmayı büyük ölçüde geliştirir veya yapışkan bağlantıların yapışmasını güçlendirir ve kaliteyi artırır.
(2) Kumlama, dökümlerin ve ısıl işlem görmüş iş parçalarının yüzeyindeki artık oksit ve yağ lekeleri gibi tüm kirleticileri temizleyebilir ve iş parçasının pürüzsüzlüğünü artırmak için yüzeyi parlatabilir. Bu işlem tek tip bir metal rengi sunarak iş parçasının görünümünü daha güzel ve çekici hale getirebilir.
(3) Kumlama, işlenmiş parçaların yüzeyindeki küçük çapakları temizleyebilir ve yüzeyi daha pürüzsüz hale getirerek çapakların zararını ortadan kaldırabilir ve iş parçasının kalitesini artırabilir. Kumlama ayrıca iş parçasının yüzeyinin birleşme noktasında küçük yuvarlak köşeler oluşturarak daha güzel ve hassas hale getirebilir.
(4) Kumlamadan sonra, mekanik parçalar yüzeyde düzgün ve ince içbükey dışbükey yüzeyler üretebilir, bu da yağlama yağını depolayabilir, yağlama koşullarını iyileştirebilir, gürültüyü azaltabilir ve makinenin hizmet ömrünü uzatabilir.
(5) Kumlama, aşağıdakiler gibi bazı özel iş parçaları için farklı yansıtma veya alt parlaklık seviyeleri elde edebilir paslanmaz çeli̇k parlatmaplastik ve yeşim taşı, ahşap mobilyaların yüzeyini parlatır, kumlanmış cam yüzeylerde desenler oluşturur veya kumaşların yüzeyini bulanıklaştırır. Ayrıca dekoratif bir rol de oynayabilir.
Kumlama Çalışması Sırasında Dikkat Edilmesi Gerekenler
- Çalışmaya başlamadan önce koruyucu ekipman giyilmeli ve çalışma sırasında çıplak kollara izin verilmemelidir. Minimum işçi sayısı iki olmalıdır.
- Depolama tankı, basınç göstergesi ve emniyet valfi düzenli olarak kontrol edilmelidir. Depolama tankındaki toz iki haftada bir boşaltılmalı ve kum tankındaki filtre ayda bir kontrol edilmelidir.
- Havalandırma borusunun ve kumlama makinesi kapısının sızdırmaz olup olmadığını kontrol edin. Havalandırma ve toz alma eki̇pmani çalışmadan beş dakika önce başlatılmalıdır. Havalandırma ve toz giderme ekipmanı arızalanırsa, kumlama makinesinin çalışması yasaktır.
- Basınçlı hava valfi yavaşça açılmalı ve hava basıncı 0,8MPa'yı geçmemelidir.
- Kumlama partikül boyutu, genellikle 10 ila 20 arasında olmak üzere iş gereksinimlerine uygun olmalı ve kum kuru tutulmalıdır.
- Kumlama makinesinin çalışması sırasında, ilgisiz personelin yaklaşması yasaktır. Çalışan parçaları temizlerken ve ayarlarken makine durdurulmalıdır.
- Vücuda toz üflenmesine veya basınçlı hava ile şaka yapılmasına izin verilmez.
- İşten sonra, havalandırma ve toz giderme ekipmanı, kapalı alandaki tozu boşaltmak ve sahanın temizliğini korumak için kapatılmadan önce beş dakika boyunca çalışmaya devam etmelidir.
- Kişisel veya ekipman kazası durumunda olay yeri muhafaza edilmeli ve ilgili birime bildirilmelidir.
Kumlama İşlemi
Kumlama işleminin ön işlem aşaması aşağıdakileri ifade eder yüzey işleme koruyucu bir tabaka ile püskürtülmeden veya kaplanmadan önce iş parçası üzerinde gerçekleştirilmelidir.
Kumlama işleminde ön işlem aşamasının kalitesi kaplamanın yapışmasını, görünümünü, nem direncini ve korozyon direncini etkiler. Ön işlem düzgün yapılmazsa, pas kaplamanın altına yayılmaya devam edecek ve kaplamanın parçalar halinde soyulmasına neden olacaktır.
Kaplama karşılaştırması için maruz bırakma yöntemi kullanıldığında, bir kaplamanın ömrü, dikkatlice temizlenmiş bir yüzey ile genel olarak temizlenmiş bir iş parçası arasında 4-5 kat farklılık gösterebilir. Yüzey temizliği için birçok yöntem vardır, ancak en yaygın kabul gören yöntemler solvent temizliği, asitle asitleme, manuel aletler ve elektrikli aletlerdir.
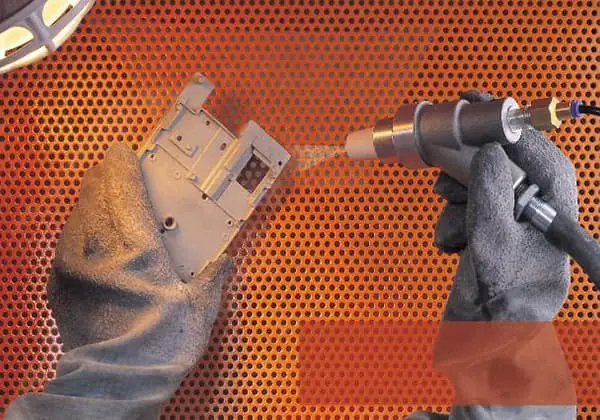
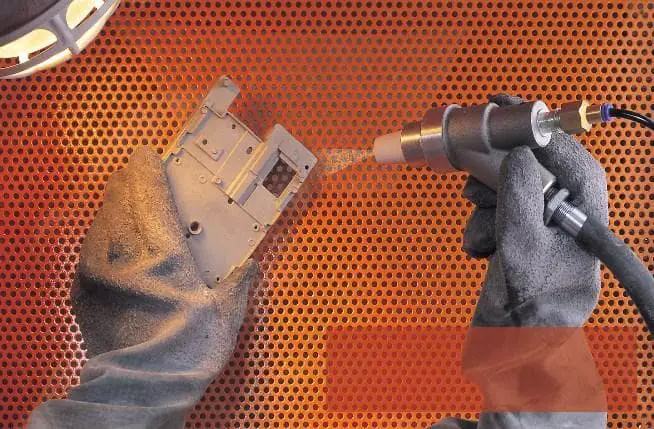
Kumlama işlemi, iş parçasının yüzeyine aşındırıcı malzemeler püskürterek yüzey görünümünde değişikliklere neden olan yüksek hızlı bir jet akımı oluşturmak için güç olarak basınçlı hava kullanır. Aşındırıcının iş parçasının yüzeyi üzerindeki etkisi ve kesme etkisi nedeniyle, yüzey belirli bir derecede temizlik ve farklı pürüzlülük elde eder, böylece iş parçası yüzeyinin mekanik performansını iyileştirir.
Kumlama Makinelerinin Sınıflandırılması
Kumlama makineleri, aşındırıcı jet işlemede en yaygın kullanılan ürünlerdir. Kumlama makineleri genel olarak iki kategoriye ayrılır: kuru kumlama makineleri ve sıvı kumlama makineleri. Kuru kumlama makineleri ayrıca emme tipi ve basınç tipi olarak ikiye ayrılabilir.
I. Emiş Tipi Kuru Kumlama Makineleri
- Genel Bileşenler
Tam bir emme tipi kuru kumlama makinesi genellikle altı sistemden oluşur: yapısal sistem, medya güç sistemi, boru hattı sistemi, toz giderme sistemi, kontrol sistemi ve yardımcı sistem.
- Çalışma Prensibi
Emme tipi kuru kumlama makineleri güç kaynağı olarak basınçlı hava kullanır. Hava akışının yüksek hızlı hareketiyle kumlama tabancasında negatif basınç oluşur ve aşındırıcı kum taşıma borusundan taşınır. Aşındırıcı kumlama tabancasına emilir ve nozülden işlenen yüzeye püskürtülerek beklenen işleme hedefine ulaşılır. Emme tipi kuru kumlama makinesinde, basınçlı hava hem beslemedir.
II. Basınçlı Tip Kuru Kumlama Makineleri
- Genel Bileşenler
Basınçlı tip kuru kumlama makinesinin tam bir çalışma ünitesi genellikle dört sistemden oluşur: basınçlı kap, medya güç sistemi, boru hattı sistemi ve kontrol sistemi.
- Çalışma Prensibi
Basınçlı tip kuru kumlama makineleri güç kaynağı olarak basınçlı hava kullanır. Basınçlı hava ile basınçlı kapta çalışma basıncı oluşturulur ve aşındırıcı kum çıkış valfinden taşınır. Aşındırıcı, nozülden işlenmekte olan yüzeye püskürtülerek beklenen işleme hedefine ulaşılır. Basınçlı tip kuru kumlama makinesinde, basınçlı hava hem beslemedir.
III. Sıvı Kumlama Makineleri
Kuru kumlama makineleriyle karşılaştırıldığında, sıvı kumlama makinelerinin en büyük avantajı, kumlama işlemi sırasında toz kirliliğinin etkili bir şekilde kontrol edilmesidir, bu da kumlama operatörlerinin çalışma ortamını iyileştirir.
- Genel Bileşenler
Komple bir sıvı kumlama makinesi genellikle beş sistemden oluşur: yapısal sistem, medya güç sistemi, boru hattı sistemi, kontrol sistemi ve yardımcı sistem.
- Çalışma Prensibi
Sıvı kumlama makineleri, taşlama sıvısını (aşındırıcı ve su karışımı) çalkaladıktan sonra kumlama tabancasına beslemek için güç kaynağı olarak taşlama sıvısı pompasını kullanır. Basınçlı hava taşlama sıvısını hızlandırır ve nozülden işlenen yüzeye püskürterek beklenen işleme hedefine ulaşılmasını sağlar. Sıvı kumlama makinesinde, taşlama sıvısı pompası besleme güç kaynağıdır ve basınçlı hava hızlandırma güç kaynağıdır.
Temizlik Seviyesi
Temizlik olarak da bilinen, iki temsili uluslararası standart vardır: biri 1985 yılında Amerika Birleşik Devletleri tarafından formüle edilen "SSPC-", diğeri ise 1976 yılında İsveç tarafından formüle edilen ve Sa1, Sa2, Sa2.5 ve Sa3 olmak üzere dört seviyeye ayrılan "Sa-". Yaygın olarak kullanılan uluslararası bir standarttır ve detaylı tanıtımı aşağıdaki gibidir:
Sa1 seviyesi - ABD SSPC-SP7 seviyesine eşdeğerdir. Genel ve basit manuel fırçalama ve zımparalama yöntemi kullanılır. Bu, dört temizlik seviyesinin en düşük seviyesidir ve kaplamanın koruması, işlenmemiş iş parçalarından sadece biraz daha iyidir. Sa1 seviyesi işlem için teknik standartlar: iş parçası yüzeyinde yağ, gres, artık oksit derisi, pas lekeleri ve artık boya gibi görünür kirler olmamalıdır. Sa1 seviyesine manuel fırçalama temizleme seviyesi (veya süpürme seviyesi) de denir.
Sa2 seviyesi - ABD SSPC-SP6 seviyesine eşdeğerdir. Kumlama işleminin en düşük seviyesi olan kumlama temizleme yöntemi kullanılır, yani genel gerekliliktir, ancak kaplamanın korunması manuel fırçalama temizliğinden çok daha yüksektir. Sa2 seviyesi işlem için teknik standartlar: iş parçası yüzeyinde görünür yağ, kir, oksit cilt, pas, boya, oksit, korozyon ve diğer yabancı maddeler (kusurlar hariç) olmamalıdır, ancak kusurlar, hafif gölgeler dahil olmak üzere metrekare başına yüzey alanının 33%'sinden fazla olmamalıdır; kusurların ve pas korozyonunun neden olduğu hafif renk değişikliği; oksit cilt ve boya kusurları. İş parçasının orijinal yüzeyinde oluklar varsa, oluğun dibinde hafif pas ve boya kalacaktır. Sa2 seviyesi ticari temizlik seviyesi (veya endüstriyel seviye) olarak da adlandırılır.
Sa2.5 seviyesi - endüstride yaygın olarak kullanılır ve bir kabul teknik gereksinimi ve standart seviye olarak kullanılabilir. Sa2.5 seviyesine beyaza yakın temizleme seviyesi (beyaza yakın veya beyaz dışı seviye) de denir. Sa2.5 seviyesi işlem için teknik standartlar: Sa2 gereksinimlerinin ilk yarısı ile aynıdır, ancak kusurlar, hafif gölgeler dahil olmak üzere metrekare başına yüzey alanının 5%'sinden fazla olmamak üzere sınırlıdır; kusurların ve pas korozyonunun neden olduğu hafif renk değişikliği; oksit cilt ve boya kusurları.
Sa3 seviyesi - ABD SSPC-SP5 seviyesine eşdeğer, endüstrideki en yüksek işlem seviyesidir ve beyaz temizleme seviyesi (veya beyaz seviye) olarak da adlandırılır. Sa3 seviyesi arıtma için teknik standartlar: Sa2.5 seviyesi ile aynıdır, ancak 5% gölgeler, kusurlar, pas korozyonu vb. bulunmamalıdır.
Diğerleri
Kumlama: Altın ve gümüş sikke döküm teknolojisi için kullanılan teknik bir terimdir. Altın ve gümüş sikkelerin üretim kalıbı üzerinde çeşitli boyut ve şekillerde metal kum parçacıkları kullanılarak desenli alanların son derece ayrıntılı buzlu yüzeylere püskürtülmesini içerir. Altın ve gümüş sikkelerin üretimi sırasında, desenli alanların üzerinde güzel bir gümüş tabaka belirerek üç boyutluluk ve katmanlılık hissini artırır.
Kumlama (metal yüzeylerde pas giderme veya kaplamaya atıfta bulunarak) kuvars kumu, sıradan kuvars kumu ve rafine kuvars kumu kullanır: yüksek sertlik ve iyi pas giderme etkileri ile fiziksel ve kimyasal göstergeler aşağıdaki gibidir: SiO2≥98-99.8%, Fe2O3≤0.06-0.005%, 1750-1800℃ refrakterlik, düzgün parçacık görünümü, yaygın olarak kullanılan parçacık boyutları 1-3MM ve 0.1-0.3MM, saf beyazdır.
Partikül boyutu aralığı çoğunlukla 5 ila 220 mesh arasındadır ve kullanıcı gereksinimlerine göre üretilebilir. Başlıca kullanım alanları metalürji, silisyum karbür, cam ve cam ürünleri, emaye, çelik döküm, su filtrasyonu, çiçeklerin alkali ile ıslatılması, kimya ve kumlama endüstrileridir.