| Welding mode | Cause of occurrence | Preventive measures |
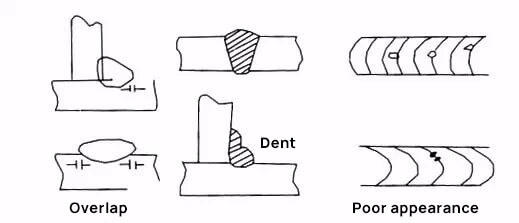
| Overlap | (1) The current is too low.
(2) Welding speed is too slow. | (1) Use appropriate current.
(2) Use the appropriate speed. |
| Poor appearance and shape of weld bead | (1) Poor welding rod.
(2) Improper operation method.
(3) The welding current is too high and the electrode diameter is too thick.
(4) Weldment overheating.
(5) In the weld bead, the fusion filling method is poor.
(6) The conductive nozzle is worn.
(7) The extension length of welding wire remains unchanged. | (1) Dry electrodes of appropriate size and good quality shall be selected.
(2) Adopt uniform and appropriate speed and welding sequence.
(3) Select welding with appropriate current and diameter.
(4) Reduce the current.
(5) Practice more.
(6) Replace the conductive nozzle.
(7) Maintain fixed length and proficiency. |
| Dent | (1) Improper use of welding rods.
(2) The welding rod is wet.
(3) Base metal cooling is too fast.
(4) Unclean electrode and segregation of weldment.
(5) The carbon and manganese content of weldment is too high. | (1) Use appropriate welding rod. If it cannot be eliminated, use low hydrogen welding rod.
(2) Use dried electrodes.
(3) Reduce the welding speed and avoid quenching. It is best to preheat or post heat.
(4) Use good low hydrogen electrode.
(5) Electrodes with high basicity shall be used. |
| Arc deviation | (1) During DC welding, the magnetic field generated by the weldment is uneven, which deflects the arc.
(2) Poor position of grounding wire.
(3) The trailing angle of the welding gun is too large.
(4) The extension length of welding wire is too short.
(5) The voltage is too high and the arc is too long.
(6) The current is too high.
(7) Welding speed is too fast. | (1) Place a ground wire on one side of the arc, or weld on the other side, or use a short arc, or correct the magnetic field to make it uniform, or use AC welding
(2) Adjust the position of grounding wire.
(3) Reduce the drag angle of the welding gun.
(4) Increase the extension length of welding wire.
(5) Reduce voltage and arc.
(6) Adjust and use appropriate current.
(7) Slow welding speed. |
| Burn through | (1) When there is slotted welding, the current is too large.
(2) The weld gap is too large due to poor slotting. | (1) Reduce the current.
(2) Reduce weld gap. |
| Uneven weld bead | (1) The conductive nozzle is worn and the welding wire output swings.(2) Unskilled welding gun operation. | (1) Replace the welding nozzle with a new one.(2) Practice more. |
| Welding tears | (1) The current is too large and the welding speed is too slow.
(2) The arc is too short and the weld bead is too high.
(3) Improper alignment of welding wire. (during fillet welding) | (1) Select the correct current and welding speed.
(2) Increase the arc length.
(3) The welding wire shall not be too far from the intersection. |
| Excessive spark splash | (1) Poor welding rod.
(2) The arc is too long.
(3) The current is too high or too low.
(4) The arc voltage is too high or too low.
(5) The welding wire protrudes too long.
(6) The welding gun tilts excessively and the drag angle is too large.
(7) Excessive moisture absorption of welding wire.
(8) The welding machine is in poor condition. | (1) Use suitable dry welding rod.
(2) Use a shorter arc.
(3) Use appropriate current.
(4) Adjust properly.
(5) Follow the instructions of various welding wires.
(6) Keep as vertical as possible and avoid excessive tilting.
(7) Pay attention to the storage conditions of the warehouse.
(8) Repair and pay attention to maintenance on weekdays. |
| The weld bead is serpentine. | (1) The welding wire extends too long.
(2) The welding wire is twisted.
(3) Poor linear operation. | (1) Appropriate length shall be adopted, such as solid welding wire, which extends 20 ~ 25mm in case of high current. During self shielded welding, the extension length is about 40 ~ 50mm.
(2) Replace the welding wire with a new one or correct the distortion.
(3) When operating in a straight line, the welding gun shall be kept vertical. |
| Arc instability | (1) The conductive nozzle at the front end of the welding gun is much larger than the core diameter of the welding wire.
(2) The conductive nozzle is worn.
(3) The welding wire curls.
(4) The welding wire conveyor does not rotate smoothly.
(5) The groove of welding wire conveying wheel is worn.
(6) The pressure wheel is not well pressed.
(7) The resistance of conduit joint is too high. | (1) The core diameter of welding wire must match with the conductive nozzle.
(2) Replace the conductive nozzle.
(3) Curl and straighten the welding wire.
(4) Add oil to the conveyor shaft to lubricate the rotation.
(5) Replace the conveyor wheel.
(6) The pressure should be appropriate, too loose, poor wire feeding, too tight, and the welding wire is damaged.
(7) If the conduit is bent too much, adjust to reduce the bending amount. |
| Arc between nozzle and base metal | (1) Short circuit between nozzle, conduit or conductive nozzle. | (1) Excessive sparks and splashes sticking to the nozzle must be removed, or use the ceramic tube with insulating protection of the welding gun. |
| Welding gun nozzle overheating | (1) The cooling water cannot flow out fully.
(2) Excessive current. | (1) The cooling water pipe is blocked. If the cooling water pipe is blocked, it must be removed to make the water pressure rise and flow normal.
(2) The welding gun shall be used within the allowable current range and utilization rate. |
| The welding wire sticks to the conducting nozzle | (1) The distance between the conductive nozzle and the base metal is too short.
(2) Excessive conduit resistance and poor wire feeding.
(3) The current is too small and the voltage is too high. | (1) Use the appropriate distance or a little longer to start the arc, and then adjust to the appropriate distance.
(2) Clear the inside of the conduit to enable smooth delivery.
(3) Adjust the appropriate current and voltage value. |