Have you ever wondered how to calculate the consumption of welding rods accurately? In this blog post, we’ll explore the methods and formulas used by industry experts to estimate welding material requirements. By understanding these techniques, you can optimize your welding process, reduce waste, and improve project efficiency. Get ready to dive into the world of welding rod consumption calculations!
Welding rod consumption is a critical aspect of welding operations, influencing both cost efficiency and project planning. Understanding how to calculate and manage the consumption of welding rods, also known as electrodes, is essential for achieving optimal results in any welding project.
Types of Welding Processes and Electrodes
Different welding processes necessitate various types and sizes of electrodes, each with unique characteristics and applications:
Shielded Metal Arc Welding (SMAW)
SMAW, also known as stick welding, utilizes covered electrodes. Specific scenarios for electrode use include:
E6010 and E6011: Ideal for deep penetration on rusty or dirty surfaces.
E7024-1 and E7028: Suitable for fast-fill applications where high deposition rates are required.
Low-hydrogen electrodes (e.g., E7018): Used for welding high-strength steels to prevent hydrogen-induced cracking.
Gas Metal Arc Welding (GMAW)
GMAW, or MIG welding, employs solid or metal-cored wires. Practical applications include:
Solid wires: Used for welding thin materials or in automated welding where high deposition efficiency is needed (around 95%).
Metal-cored wires: Ideal for applications requiring high deposition rates and minimal cleanup.
Flux-Cored Arc Welding (FCAW)
FCAW uses flux-cored wires with a deposition efficiency of approximately 90%. Common uses include:
Self-shielded wires: Suitable for outdoor welding where shielding gas cannot be used.
Gas-shielded wires: Preferred for indoor applications with high productivity demands.
Submerged Arc Welding (SAW)
SAW involves a combination of electrodes and flux. This process is commonly used for:
Thick plate welding: Often employed in shipbuilding and structural fabrication, where consistent quality and deep penetration are essential.
Calculating Electrode Consumption
Accurately calculating welding electrode consumption involves several key steps:
Determine the Type of Welding Process
Identifying the specific welding process (e.g., SMAW, GMAW, FCAW) is crucial for selecting the appropriate electrodes.
Measure the Weld Length
Accurately measuring the length of the weld helps determine the amount of electrode required. For example, if a project involves welding a 10-meter seam, this measurement is foundational.
Determine the Size and Type of Electrodes
Consulting manufacturer specifications or a welding electrode consumption chart aids in identifying the consumption rate for the chosen electrodes. For instance:
E6010: Consumes approximately 2.5 kg of electrodes per 100 meters of weld.
E7018: Consumes around 3.0 kg per 100 meters.
Calculate the Number of Electrodes Needed
The formula used is:
Number of electrodes = (Weld length / Electrode consumption rate)
For example, if welding 100 meters with E6010 electrodes, the calculation would be:
Number of electrodes = 100 meters / 2.5 kg per 100 meters = 40 kg
Additional Considerations
Several factors can influence welding rod consumption:
Thickness of the Welded Materials
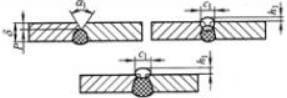
The thickness, groove angle, and root opening are critical, especially in butt joints. Thicker materials require more filler material, thus increasing consumption.
Joint Design
The type of joint (e.g., butt, fillet, lap) affects the amount of electrode needed. Fillet joints, for instance, require specific calculations based on leg length and reinforcement size.
Number of Passes
Multiple welding passes may be necessary, impacting overall electrode consumption. For example, a multi-pass weld on thick material will consume more electrodes compared to a single-pass weld.
Practical Tips and Best Practices
Storage and Handling: Store electrodes in a dry, controlled environment to prevent moisture absorption, which can lead to weld defects.
Cost-saving Measures: Use the appropriate electrode size and type for the job to minimize waste and maximize efficiency.
Monitor Efficiency: Regularly track electrode consumption to identify areas for improvement and cost savings.
Understanding these factors and accurately calculating welding rod consumption ensures efficient and cost-effective welding operations, aiding in cost determination, planning, and efficiency monitoring.
Importance of Accurate Welding Rod Calculation
Accurate welding rod calculation is fundamental to the success of any welding project, affecting not only the quality and strength of the welds but also the overall efficiency and safety of the welding process.
Ensuring Weld Quality and Strength
Using the correct type and quantity of welding rods is critical to achieving welds that meet the required mechanical properties, including tensile strength and durability. For instance, the E6013 welding rod, known for its tensile strength of approximately 60,000 pounds per square inch, is essential for applications like general-purpose fabrication, shipbuilding, and metal structures. Incorrect welding rod selection can lead to poor weld quality, reduced strength, and an increased likelihood of cracking or failure. A case study from a shipbuilding project showed that using the wrong type of welding rod led to multiple weld failures, causing significant delays and increased costs due to necessary rework.
Optimizing Efficiency and Productivity
Accurate calculation of welding rod requirements helps optimize the welding process by ensuring the right amount of welding rods are used. This involves estimating the length of the weld, the thickness of the metal, and the number of joints. Proper calculations prevent wastage, reduce the need for rework, and enhance overall productivity. For example, determining the appropriate amperage based on the electrode diameter and the material being welded is crucial for efficient welding. E6013 rods, for instance, require specific amperages (70, 100, 150, and 190) based on their diameters (2.5mm, 3.2mm, 4mm, and 5mm).
Enhancing Safety
Selecting the correct welding rod is also vital for safety. Using inappropriate electrodes can lead to overheating of the welding machine, equipment failure, and increased spatter and smoke, all of which can compromise the welder’s safety. Accurate selection minimizes these risks, ensuring that the welding process is conducted safely with minimal hazards. In a notable incident, a manufacturing plant experienced a fire due to the use of incorrect welding rods, emphasizing the importance of proper selection for safety.
Compatibility with Welding Positions and Techniques
Different welding rods are designed for specific welding positions and techniques. For example, the E6013 rod is versatile and suitable for all four positions (flat, horizontal, vertical, and overhead). Careful selection based on the specific welding task ensures proper penetration, strong joints, and ease in maintaining the desired welding position. Incorrect selection can lead to weak joints and difficulties in maintaining the welding position, as evidenced by a construction project that faced structural issues due to improper rod selection for vertical welds.
Material Compatibility
Matching the welding electrode to the material being welded is crucial for achieving strong and durable welds. Different metals require different electrodes. For instance, mild steel necessitates a different electrode than stainless steel. The E6013 rod, with its Rutile-based flux coating, is particularly suited for mild steel applications. Incorrect material-electrode pairing can result in weak welds and potential failures, as demonstrated by a repair project where the use of the wrong electrode led to repeated weld fractures.
Cost and Resource Management
Accurate welding rod calculations help manage resources effectively. By determining the exact number of welding rods needed, welders can avoid unnecessary purchases and reduce waste. This aids in planning and budgeting for the project, ensuring that the welding process is cost-efficient. Effective resource management also helps in maintaining a steady workflow without interruptions due to a shortage of materials. In a large-scale manufacturing setup, precise calculation saved substantial costs by minimizing excess material purchases and reducing downtime.
Accurate welding rod calculation is essential for ensuring high-quality welds, optimizing efficiency, maintaining safety, and managing resources effectively. Misjudgments in this area can lead to poor weld quality, reduced productivity, and increased safety hazards, underscoring the need for careful planning and precise calculation in the welding process.
Factors Influencing Welding Rod Consumption
Base Metal Composition
The composition of the base metal plays a fundamental role in determining the type of electrode required. Different metals necessitate specific electrodes to ensure a strong and compatible weld. For example, mild steel typically uses electrodes like E6013 or E7018, whereas stainless steel or aluminum requires specialized electrodes matching their unique properties. Compatibility between the electrode and base metal prevents defects and ensures a strong weld. A case study showed that using the correct electrode for stainless steel prevented corrosion and improved the weld’s durability.
Welding Current and Voltage
Welding current and voltage settings significantly impact the efficiency and quality of the weld. The current must be appropriate for the type and diameter of the electrode as well as the thickness of the metal. Using a small current can lead to unstable arcs and defects, while a large current can cause undercut and increased spatter. Proper voltage settings, determined by the arc length, maintain stability and avoid defects. For instance, a project using E7018 electrodes on thick steel plates found that adjusting the current to 150 amps and voltage to 24 volts resulted in optimal weld quality.
Electrode Diameter and Type
The diameter and type of electrode are crucial in welding rod consumption. Larger diameter electrodes require higher welding currents and are used for thicker materials. Different types of electrodes, such as stick, wire, and flux-cored, have unique characteristics and applications. Selecting the correct electrode type based on the welding process and material ensures optimal performance and minimizes waste. For example, a shipbuilding project used flux-cored electrodes for their high deposition rates and suitability for outdoor conditions.
Welding Position
The position in which welding is performed affects the choice of electrode and the welding rod consumption. Some electrodes are designed for specific positions to ensure optimal weld quality. E7018 electrodes can be used in all positions, whereas others might be limited to flat and horizontal welding. Choosing the right electrode for the welding position helps achieve consistent and high-quality welds. In a structural steel project, using E7018 electrodes in vertical and overhead positions resulted in uniform welds without defects.
Joint Fit-Up and Design
The design and fit-up of the joint influence welding rod consumption. For joints with tight fit-ups, electrodes with a digging arc, such as E6010 or E6011, ensure adequate penetration. For joints with wide root openings, electrodes like E6012, which create a concave weld face, are more suitable. The joint design, including the type and the number of passes required, directly affects the amount of electrode needed. In pipeline welding, using E6010 electrodes for the root pass and E7018 for the fill and cap passes ensured strong and defect-free welds.
Power Supply Type and Polarity
The type of power supply (AC or DC) and the polarity (DCEP, DCEN, AC) impact welding rod consumption and weld quality. DC power supplies generally offer more stable arcs, less spatter, and better weld quality. DCEP (Direct Current Electrode Positive) provides deeper penetration, while DCEN (Direct Current Electrode Negative) offers faster deposition rates. AC power supplies are simpler and more cost-effective but may not provide the same level of quality. For critical structures, using DC power supplies with DCEP polarity can enhance weld strength and reduce defects.
Environmental Conditions
Environmental conditions, such as temperature, humidity, and cleanliness of the work area, affect the performance of welding rods. High temperatures or humidity can cause the welding machine to work harder, affecting weld quality. Cleanliness of the base metal is crucial; removing mill scale, rust, moisture, paint, and grease helps prevent porosity and improves travel speeds. Ensuring a clean and controlled environment enhances welding efficiency and reduces electrode consumption. In an offshore welding project, controlling humidity levels and pre-cleaning surfaces significantly improved weld quality and reduced rework.
Thickness of the Metal
The thickness of the metal being welded is a significant factor in welding rod consumption. Thicker metals require more energy and often necessitate electrodes with higher ductility and low hydrogen content to prevent weld cracking. For thinner metals, electrodes that produce soft arcs and shallow penetration are preferred to avoid burn-through. Properly matching the electrode to the metal thickness ensures efficient welding and minimizes waste. In automotive welding, using thin electrodes on sheet metal components prevented warping and achieved precise welds.
By carefully considering these factors, welders can select the appropriate electrodes for their specific welding needs, optimize performance, and minimize potential defects, leading to efficient and high-quality welding operations.
Welding Rod Consumption Formula
The consumption of welding rods is mainly determined by factors such as the joint type, groove type, weld length, and other characteristics of the welding structure.
Here are some calculation formulas:
A) The calculation formula for electrode consumption is as follows:
A — Cross-sectional area of weld (cm2); (Refer to Table 1)
L — Weld length (cm);
ρ — Density of deposited metal (g/cm3);
Ks — electrode loss coefficient,
B) The other is the formula for calculating the consumption of non-ferrous powder electrode:
m = ALρ/Kn * (1+Kb)
Where,
m — Consumption of welding rod (g);
A — Cross-sectional area of weld (cm2); (Refer to Table 1)
L — Weld length (cm);
ρ — Density of deposited metal (g/cm3):
Kb — Coating quality coefficient, see the table below:
Kn — Transfer coefficient of metal from electrode to weld (including loss due to burning, splashing and electrode tip)
For example:
1. The steel plate with a known thickness of 20mm is provided with a V-shaped groove, the weld length L is 3m, and the welding rod is 5015. How to calculate the consumption of welding rod?
(According to the table, the sectional area of deposited metal A=250mm2, the density of steel ρ= 7.8g/cm3, conversion coefficient Kn=0.79, weight coefficient of electrode coating Kb=0.32.)
Solution: known sectional area of deposited metal A=250mm2, steel density ρ= 7.8g/cm3, transfer coefficient Kn=0.79, Kb=0.32, L=3m.
2. Manual arc welding is used to weld a 10m carbon steel fillet weld. The electrode diameter is Φ4.0, and the fillet size is 10mm. How many electrodes are required? (Welding rod deposition rate is 55%)
Back sealing weld without root overhang at the root of V-shaped and U-shaped weld
7
Root of V-shaped and U-shaped welds
8
Retain V of steel backing plate
Table 2 Weight coefficient Kb of electrode coating
E4303
E43015
E5015
0.77
0.77
0.79
Table 3 Transfer coefficient Kn of electrode
E4303
E43015
E5015
0.42-0.48
0.42-0.5
0.38-0.44
What Are the Specific Values for the Quality Factor and Transfer Coefficient of the Welding Rod Flux?
The quality factor (Kb) of the welding rod flux generally ranges from 25% to 40%. The transfer coefficient (Kn) from the welding rod to the weld, which includes losses from combustion and spatter, is about 5% to 10%, and the loss from unused welding rod heads is about 10% to 15%.
Therefore, the transfer coefficient is usually set between 0.75 and 0.85.
What Are the Differences in Consumption Between Different Types of Welding Rods (Such as Alkaline Rods and Acidic Rods) in Practical Applications?
The differences in the consumption of different types of welding rods in practical applications are mainly reflected in the following aspects:
Selection Principles of Welding Materials:
The materials consumed during welding (including welding rods, welding wire, etc.) are chosen based on the chemical composition of the deposited metal. This means that different types of welding rods may have different consumption amounts due to their different flux types and types of welding power sources.
Composition and Characteristics of Welding Rod Flux:
Acidic welding rods and alkaline welding rods have different components in their flux, which leads to different performances during the welding process. Acidic welding rod flux contains various oxides, which have strong oxidizing properties, while alkaline welding rods contain more silicates, iron oxides, and titanium oxides, etc., and have weaker oxidizing properties. These differences may affect the amount of dust produced during welding, arc stability, and the fluidity of slag, which in turn indirectly affect the consumption of welding rods.
Welding Process Performance:
Acidic welding rods can be used for both AC and DC, with good welding process performance, stable arc, less spatter, good slag fluidity, easy slag removal, and beautiful weld appearance. In comparison, alkaline welding rods, due to their specific chemical composition and flux characteristics, may require more attention and adjustment during the welding process, which may lead to a relatively higher consumption under the same conditions.
Application Scope and Production Ratio:
In recent years, with the widespread use of ordinary low-alloy steel, the use of alkaline welding rods in welding has gradually increased. This indicates that as the application of specific types of steel increases, the consumption of corresponding types of welding rods (such as alkaline welding rods) will also increase correspondingly. At the same time, the welding of certain specific types of steel may lead to higher consumption of specific types of welding rods (such as E308H welding rods, which require high deposited metal chemical composition).
Practical Tips for Efficient Welding Rod Usage
Ensuring efficient use of welding rods is vital for minimizing costs and maximizing productivity in welding operations. Here are some practical tips to help you achieve high-quality welds while using welding rods efficiently.
Joint Preparation
Clean the Joint Thoroughly
Before starting the welding process, clean the joint area meticulously to remove contaminants like rust, paint, oil, scale, and grease. Use a wire brush or a grinder to achieve a clean surface. If contaminants cannot be fully removed, consider using electrodes such as AWS E6010 or E6011, which can penetrate through impurities. AWS E6010 and E6011 are types of electrodes known for their deep penetration capabilities, making them suitable for welding through rust and paint.
Ensure Proper Electrical Connection
A stable and solid electrical connection is crucial. It ensures a high-quality arc during welding. Ensure that the work clamp is securely attached to a clean spot on the workpiece to prevent any interruptions or inconsistencies.
Welding Technique
Maintain Proper Arc Length
Consistent arc length is critical for achieving uniform welds. Ideally, the arc length should be equal to the diameter of the electrode. For example, using a 1/8-inch electrode requires maintaining a 1/8-inch arc length. A short arc can cause the electrode to stick in the weld pool, while a long arc can lead to excessive spatter, low deposition, undercut, and porosity. For better visibility, tilt your head instead of increasing the arc length.
Use the Correct Travel Angle
For flat, horizontal, and overhead positions, use a drag or backhand technique. Hold the electrode perpendicular to the workpiece and tilt the top in the travel direction by 5 to 15 degrees. A 10-15 degree drag or pull angle is generally optimal for stick welding, ensuring proper penetration and a clean weld bead.
Control Travel Speed
Maintaining a consistent travel speed is essential for producing strong welds. Welding too quickly can lead to insufficient penetration, while welding too slowly can cause excessive heat buildup and wider beads. Adjust your travel speed to keep the weld puddle molten but not too large, ensuring a balanced and controlled weld.
Electrode Management
Choose the Right Electrode
Selecting the correct electrode type and size for the specific welding task is crucial. For instance, low hydrogen electrodes are ideal for welding low-alloy steels and carbon steels with high sulfur and phosphorus contents. High preheats may be necessary for thicker plates and rigid joints to ensure optimal weld quality. For example, AWS E7018 is a low-hydrogen electrode suitable for structural welding due to its low moisture content and high strength.
Manage Moisture in the Rod
Moisture in welding rods can lead to weld defects. If you suspect that the welding rod has absorbed moisture, increase the amperage on your welding machine and heat the rod on the workpiece (not on the part to be welded) for 5-10 seconds to remove the moisture. This technique is particularly useful for 7018 and stainless steel rods.
Avoid Overwelding
Overwelding, or making welds larger than necessary for joint strength, can lead to material wastage and potential burnthrough, especially on thinner materials like sheet steel. Ensure that the joint geometry is consistent and the root opening is sufficient for full penetration without excessive reinforcement.
Heat Control and Joint Preparation
Optimize Heat Input
Adjust the heat input based on the material type and thickness to prevent warping and ensure strong welds. Too much heat can cause distortion, while too little heat can result in incomplete fusion. Proper heat control is essential for achieving high-quality welds.
Ensure Proper Joint Geometry
Consistent fitup is vital for the entire joint. Accurately control gaps or bevels to avoid burnthrough and maintain a steady welding speed. Sufficient bevel and root opening are necessary for good bead shape and penetration, ensuring a robust and durable weld.
Safety and Maintenance
Use Proper Safety Equipment
Always wear appropriate safety gear, including a helmet, face shield, and glasses, to protect yourself from welding fumes and spatter. Safety equipment is essential for preventing injuries and ensuring a safe working environment.
Clean and Maintain Equipment
Regularly clean your welds and equipment after use to prevent rust and other forms of corrosion. Ensure that all equipment is in proper working order and correctly set up before beginning any welding task. Proper maintenance extends the lifespan of your equipment and ensures consistent weld quality.
By following these practical tips, you can significantly enhance the efficiency and quality of your welding operations, ensuring optimal use of welding rods and achieving superior welds.
Selecting the Right Welding Rods for Your Project
Choosing the appropriate welding rods, or electrodes, for your project is crucial to achieving strong, durable, and high-quality welds. Several factors must be considered to ensure the best match between the electrode and the specific welding requirements.
Overview of Welding Rods
Welding rods, also known as electrodes, are essential components in the welding process. They conduct the electric current needed to create the arc, which melts the base metal and the rod itself, forming the weld. Selecting the right welding rod involves understanding the properties and requirements of both the rod and the materials being welded.
Base Metal Composition and Properties
Matching Electrode Composition
The electrode’s composition should closely match the base metal to ensure a strong and compatible weld. For example, when welding carbon steel, a mild steel electrode like E6013 is often used. For stainless steel, a stainless steel electrode such as E308 is appropriate. This prevents issues such as cracking and ensures the weld’s mechanical properties are consistent with the base metal.
Tensile Strength
The tensile strength of the electrode should match that of the base metal. The first two digits of the AWS classification on the electrode indicate its tensile strength in thousands of pounds per square inch (psi). For instance, an E6010 electrode has a tensile strength of 60,000 psi, suitable for welding mild steel structures. For high-strength steel, an electrode like E11018, with a tensile strength of 110,000 psi, is necessary.
Base Metal Thickness and Shape
Thickness Considerations
Determine the thickness of the base metal to select the appropriate electrode. Thicker materials require electrodes with high ductility and low hydrogen content, such as E7018, to prevent cracking. For thin materials, electrodes like E6013, which produce a soft arc with medium penetration, are ideal.
Shape and Size
The shape and size of the base metal also influence electrode choice. For welding thin sheet metal, a smaller diameter electrode is preferred to avoid burn-through. In contrast, larger diameter electrodes are suitable for thicker materials.
Welding Current
Compatibility with Current Type
Electrodes are compatible with either AC, DC, or both types of current. The fourth digit of the AWS classification indicates the type of coating and compatible welding current:
DCEP (Direct Current Electrode Positive): Electrodes like E6010 provide deep penetration, suitable for welding through contaminants.
DCEN (Direct Current Electrode Negative): Electrodes like E6012 offer mild penetration, ideal for high-speed fillet welds.
AC Compatible: Electrodes like E6013 produce a soft arc with medium penetration, perfect for clean, new sheet metal.
Welding Position
Position Suitability
The welding position influences the choice of electrode. The third digit in the AWS classification indicates the qualified electrode position:
‘1’: Suitable for flat, horizontal, vertical, and overhead positions.
‘2’: Suitable for flat and horizontal positions only.
For instance, E7018 electrodes can be used in all positions, making them versatile for various applications.
Joint Design and Fit-Up
Tight Fit-Ups
For joints with tight fit-ups or no bevel, use electrodes with a digging arc, such as E6010 or E6011, to ensure sufficient penetration. These electrodes are effective in penetrating through rust, oil, and other contaminants.
Wide Root Openings
For materials with wide root openings, select electrodes that create a concave weld face, like E6012, to achieve optimal weld quality. These electrodes are designed to fill gaps and provide a smooth weld bead.
Environmental and Service Conditions
Service Conditions
Consider the conditions the welded part will encounter, such as high heat, low temperatures, or repetitive shock loading. Low hydrogen electrodes with higher ductility, such as E7018, are recommended for such applications to reduce the chance of weld cracking.
Types of Welding Rods
Covered Rods
The most common type, covered rods, come with various coatings influencing their performance, such as deep penetration and low hydrogen. These coatings also help stabilize the arc and protect the weld from atmospheric contamination.
Tubular Rods
Used for specialized applications, tubular rods offer specific mechanical properties tailored to unique welding needs. They are often used in flux-cored arc welding (FCAW) processes.
Bare Welding Rods
Typically used in TIG and MIG welding processes, bare welding rods are essential for achieving high precision in certain applications. They require an external shielding gas to protect the weld area from contamination.
Pre-Weld Preparation
Clean Base Metal
Ensure the base metal is clean and free from dust, rust, grease, and other contaminants to prevent porosity and improve travel speeds. If cleaning is not feasible, use electrodes like E6010 or E6011 that can cut through contaminants effectively.
Practical Tips for Selecting Welding Rods
Identify the base metal and match the electrode composition accordingly.
Consider the tensile strength requirements based on the application.
Select the appropriate electrode diameter for the thickness of the base metal.
Choose electrodes compatible with the available welding current (AC, DCEN, DCEP).
Ensure the electrode is suitable for the welding position required.
Account for joint design and fit-up to select the right electrode type.
Evaluate the environmental and service conditions to ensure long-term weld performance.
By carefully considering these factors, you can select the right welding rod for your specific project, ensuring strong, reliable, and high-quality welds.
How does the type of material influence welding rod consumption?
The type of material significantly influences welding rod consumption due to various factors such as material properties, electrode type and size, welding process, joint design, and specific project requirements.
Different materials have varying melting points, which affect the rate at which welding rods are consumed. For instance, steel electrodes commonly used in SMAW and MIG welding have lower melting points and are designed to melt away completely during the welding process, leading to higher consumption. In contrast, materials like aluminum and titanium, which have different thermal properties, require specific techniques and may consume electrodes at different rates.
The size and type of electrode also play a crucial role in determining consumption. Different electrodes, such as a 1/8″ E6010 compared to a 3/32″ E7018, have distinct consumption rates based on their specifications. Consulting the manufacturer’s specifications or a welding electrode consumption chart is essential for accurate determination.
The welding process itself influences material consumption. TIG welding uses non-consumable tungsten electrodes that do not melt away, while MIG and SMAW welding utilize consumable electrodes that are consumed as they melt into the weld.
Additionally, the design of the joint and the thickness of the materials being welded can impact the consumption of welding rods. Thicker materials or complex joint designs may require more welding passes, thereby increasing electrode consumption.
The coating and flux on electrodes can also affect the consumption rate. Heavy-coated rods provide superior shielding but may be unnecessary in many situations, whereas light-coated rods are more prone to slag and inclusions, potentially affecting efficiency and consumption.
Industry regulations and specific project requirements further influence the choice of welding rod material. For example, construction projects may demand robust and strong filler metals that meet safety standards, impacting the type and consumption rate of the electrodes used.
In summary, factors such as material properties, electrode type and size, welding process, joint design, and specific project requirements all play significant roles in determining the consumption rate of welding rods. Accurate calculation and appropriate selection of electrodes are crucial for efficient and cost-effective welding operations.
What are some tips to reduce welding rod waste?
To reduce welding rod waste, several strategies can be implemented:
Proper storage and handling are essential. Welding electrodes should be stored in airtight containers or resealable bags with desiccant packets to prevent moisture contamination, which extends their life and reduces premature disposal.
Efficient usage of the welding rods is important. Techniques like using a striking block to warm up the rod before re-striking on the workpiece can minimize waste. In TIG welding, stopping with a few inches of filler rod left and tacking a new rod to the old one can significantly reduce stub waste.
Recycling and reuse of unusable welding rods should be explored. Sorting rods by material composition, removing contaminants, and preparing them according to recycling facility guidelines can help conserve natural resources and promote sustainable practices.
Choosing sustainable welding methods that generate less waste can also be beneficial. For example, Metal Active Gas (MAG) welding uses an endless consumable electrode, which avoids waste from leftover electrodes. Other techniques like laser gas metal arc welding and friction welding enhance efficiency and reduce material waste.
Minimizing start/stop cycles during welding can lead to less rod waste. Using a fresh rod for critical tacks or continuous welding processes can help reduce the number of rods used.
Specialized electrodes, such as copper clad carbon gouging electrodes with male/female ends, can eliminate stub waste by allowing connection to reduce discarded rods.
Training and education for welders on sustainable and responsible techniques are crucial. Virtual reality training can reduce the environmental impact and resource usage during the training process. Emphasizing the importance of minimizing waste and using resources efficiently can make a significant difference.
Lastly, proper waste management practices should be implemented for unusable welding rods. Responsible disposal, proper labeling, and storage of waste can prevent environmental contamination and reduce the risk of spills and accidents.
By following these tips, welders can significantly reduce welding rod waste, enhance efficiency, and contribute to more sustainable welding practices.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
How can you ensure the welding rods you're using are of high quality? This article introduces straightforward methods for checking welding rod quality, including visual inspection, testing coating strength, and…
Ever wondered why some welds hold strong while others fail? This article uncovers the secrets behind welding rods, their types, and their critical role in ensuring durable welds. Learn how…
Ever wondered what those numbers and letters on welding rods mean? This article demystifies the coding system for carbon and stainless steel welding rods, helping you understand their tensile strength,…
Ever wondered what makes stainless steel welding so resilient? In this article, we'll explore the fascinating world of stainless steel welding rods, revealing how their unique compositions and properties make…
During the welding production process, there are many reasons why a welding robot might burn the contact tip. Observable symptoms indicating frequent replacement of the contact tip include: wear at…
Ever wondered why welding electrodes sometimes stick? This common issue can disrupt your work and damage materials. In this article, you'll discover the main reasons for electrode sticking, such as…
What makes the right electrode and welding wire so crucial for a perfect weld? This guide delves into the specifics of various electrode and welding wire models, including their applications…
Why do some welds hold up under extreme conditions while others fail? In this article, we'll explore the intricate world of welding lines, from their formation and the factors influencing…
Achieving a flawless weld requires more than just skill; it hinges on mastering the interplay between voltage and current. These two parameters are the lifeblood of welding, dictating everything from…