Achieving a flawless weld requires more than just skill; it hinges on mastering the interplay between voltage and current. These two parameters are the lifeblood of welding, dictating everything from penetration depth to arc stability. Whether you’re fine-tuning settings for a new project or troubleshooting common issues like spatter or burn-through, understanding how voltage and […]
Achieving a flawless weld requires more than just skill; it hinges on mastering the interplay between voltage and current. These two parameters are the lifeblood of welding, dictating everything from penetration depth to arc stability. Whether you’re fine-tuning settings for a new project or troubleshooting common issues like spatter or burn-through, understanding how voltage and current influence the welding process is essential.
This article unpacks the science and practical application behind these critical factors, guiding you through the optimal adjustments for material type, thickness, and electrode size. From choosing the right parameters to enhance weld quality to resolving common challenges, you’ll gain actionable insights to elevate your welding expertise. If you’ve ever wondered how to strike the perfect balance for precise, dependable welds, you’re in the right place. Keep reading to discover the techniques and best practices that will transform your approach to welding.
The Role of Voltage and Current in Welding
Understanding Voltage and Current in Welding
Voltage and current are key factors in welding that influence the weld’s quality, depth, and stability. These parameters are interconnected and must be precisely controlled to achieve the best welding results.
Voltage in Welding
Voltage in welding is the electrical force that drives the current. It mainly controls the arc length, which impacts the weld bead.
Arc Length and Stability: Higher voltage creates a longer arc, producing a wider, flatter weld bead. Lower voltage results in a shorter arc, which can focus heat but may be less stable.
Heat Input: Although voltage primarily affects the arc length, it also influences heat input. Higher voltage spreads heat more broadly, affecting the weld bead’s width and profile.
Bead Appearance: Adjusting voltage changes the weld’s appearance. Too much voltage can cause a concave bead with undercuts, while too little can make a high, narrow bead.
Current in Welding
Current, or amperage, is the electrical charge flow that determines heat intensity and weld penetration.
Penetration Depth: Higher current produces more heat, allowing deeper penetration. Lower current is better for thin materials or surface welds.
Deposition Rate: Current affects how quickly the electrode material melts and is added to the weld pool. Higher current means faster deposition.
Metal Transfer Modes: Current also controls how metal transfers in processes like Gas Metal Arc Welding (GMAW). Low current may cause short-circuit transfer, while high current can lead to globular or spray transfer.
Effects on Weld Quality
The combination of voltage and current impacts weld quality:
Fusion: Proper voltage and current settings ensure complete fusion between the base and filler metals, reducing defects.
Heat-Affected Zone (HAZ): These settings also affect the Heat-Affected Zone (HAZ), influencing the weld’s mechanical properties.
Defect Prevention: Incorrect voltage or current can cause defects like spatter, burn-through, or cold laps.
Interaction Between Voltage and Current
Voltage and current work together to define the arc and overall weld performance:
Arc Behavior: Voltage controls arc length, while current affects its intensity. A stable arc needs a balance of both.
Heat Distribution: Higher current focuses heat for penetration, while voltage spreads heat, shaping the bead and weld pool.
Process Optimization: Optimal weld quality comes from balancing voltage and current based on material thickness, type, and welding position.
Understanding and controlling voltage and current is crucial for creating strong, defect-free welds and ensuring efficient welding processes.
Welding Current
1. Welding Current
The selection of appropriate welding current is critical in CO2 welding and is determined by various welding parameters, including plate thickness, welding position, welding speed, and material properties. In CO2 welding machines, adjusting the current effectively means modifying the wire feed speed, highlighting the intricate relationship between these two parameters.
It is crucial to maintain a precise balance between welding current and voltage. This equilibrium ensures that the wire feed speed aligns perfectly with the melting rate of the welding wire at the set voltage, thereby maintaining a stable arc length. This synchronization is fundamental for achieving high-quality welds and optimal process efficiency.
The Relationship between Welding Current and Wire Feed Speed
The Relationship between Welding Current and Wire Feed Speed:
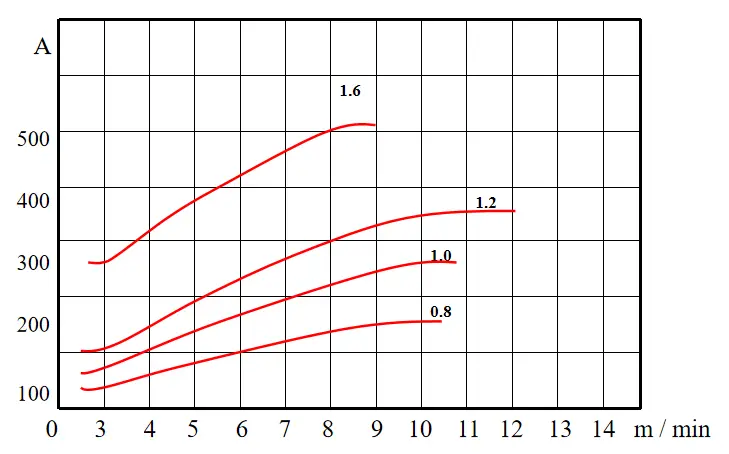
Current-Feed Speed Correlation: For a given welding wire diameter, there exists a direct proportional relationship between current and wire feed speed. As the current increases, the wire feed speed must be increased correspondingly to maintain process stability.
Wire Diameter Influence: When maintaining a constant current, the wire feed speed is inversely proportional to the wire diameter. Thinner wires require faster feed speeds compared to thicker wires at the same current setting.
Material-Specific Considerations: Different materials may require specific current-feed speed relationships due to variations in thermal conductivity, melting point, and electrical resistance.
Dynamic Adjustment: Modern CO2 welding systems often incorporate adaptive control algorithms that automatically adjust the wire feed speed in real-time based on arc characteristics, ensuring consistent weld quality even under varying conditions.
Understanding and optimizing this relationship is essential for achieving superior weld quality, minimizing defects, and maximizing productivity in CO2 welding applications across various industries.
2. Welding Voltage
Welding voltage, also known as arc voltage, is a critical parameter that provides the energy for the welding process. It directly influences the arc characteristics, heat input, and overall weld quality. The relationship between arc voltage and welding energy is proportional: higher arc voltage results in greater welding energy, faster melting of the welding wire, and increased welding current.
The effective arc voltage can be expressed by the following equation:
Arc Voltage = Output Voltage – Voltage Drop
Where:
Output Voltage is the voltage supplied by the welding power source
Voltage Drop represents the losses in the welding circuit
The voltage drop primarily occurs due to resistance in the welding cables, connections, and the arc itself. When a welding machine is installed according to manufacturer specifications, the most significant source of voltage drop is often the extension of welding cables.
For optimal welding performance, it’s crucial to compensate for voltage drops, especially when using extended welding cables. The following table provides guidelines for adjusting the output voltage based on cable length extensions:
Welding Current Cable Length
100A
200A
300A
400A
500A
10m
Approximately 1V
Approximately 1.5V
Approximately 1V
Approximately 1.5V
Approximately 2V
15m
Approximately 1V
Approximately 2.5V
Approximately 2V
Approximately 2.5V
Approximately 3V
20m
Approximately 1.5V
Approximately 3V
Approximately 2.5V
Approximately 3V
Approximately 4V
25m
Approximately 2V
Approximately 4V
Approximately 3V
Approximately 4V
Approximately 5V
Note: These values are general guidelines. Actual voltage adjustments may vary based on factors such as cable gauge, material, and specific welding application requirements.
When adjusting welding voltage, it’s important to consider its effects on:
Arc stability
Weld bead profile
Penetration depth
Spatter generation
Heat-affected zone (HAZ) size
Proper voltage selection and compensation are essential for achieving high-quality welds and maintaining process efficiency in various welding applications.
Setting the Welding Voltage
Select the welding current based on the specific welding conditions and workpiece thickness. Calculate the appropriate welding voltage using the following empirical formulas:
For currents < 300A: Welding Voltage = (0.05 × Welding Current + 14 ± 2) Volts
For currents ≥ 300A: Welding Voltage = (0.05 × Welding Current + 14 ± 3) Volts
These formulas provide a starting point for voltage selection, which may require fine-tuning based on factors such as material composition, joint configuration, and desired weld characteristics.
Example 1: For a selected welding current of 200A (< 300A):
Note: Always consult the welding equipment manufacturer’s guidelines and perform test welds to optimize voltage settings for specific applications. Factors such as shielding gas composition, wire feed speed, and travel speed may influence the optimal voltage selection.
Selection of Welding Current
Welding voltage provides the energy necessary for the melting of the welding wire. Higher voltages result in a faster melting speed of the wire. Welding current, on the other hand, is essentially the balanced outcome of wire feeding speed and melting speed. So how should we choose the appropriate welding current?
1) The appropriate welding current value is selected based on factors such as the type of welding rod, plate thickness, and rod diameter.
The current is proportional to both plate thickness and wire diameter. The current (I) can be calculated using the formula I=(35-55)d, where ‘d’ is the rod diameter. For example, if the rod diameter is 4mm, the welding current value is selected between 140-220A.
2) Welding current is selected according to the welding position:
140A for overhead welding seams; between 140-160A for vertical and horizontal butt welding; over 180A for flat butt welding. For all-position welding (inclusive of flat, horizontal, vertical, and overhead positions), the selected welding current should be universal, usually taking the value of vertical welding current. When welding a horizontally fixed pipe for butt joint, the all-position welding current is used, generally taking the value of vertical butt welding current.
3) The current value is selected according to the welding layers:
A smaller current value is generally used for the root layer, a larger one for the filling layer, and the current value for the cover layer is relatively reduced. For example, in flat butt welding, a multi-layer, multi-pass welding approach is usually used.
The root layer is welded with a 150A current, while the filling layer can use a current value between 180-200A. The cover layer uses a reduced current value by 10-15A, to ensure an aesthetically pleasing result and avoid welding defects such as undercut.
4) Choosing welding current based on the type of welding rod and the method of manipulation:
1. According to the type of welding rod: Iacid > Ialkaline > Istainless steel. Acidic electrodes use the highest current value. When the electrode diameter is 4mm, the filler layer of flat butt welding can use a current of 180A.
However, with the same electrode diameter using an alkaline electrode, the welding current needs to be 20A less, i.e., a welding current of 160A. If welding is done with A137 stainless steel electrode, the current should be 20% less, approximately 140A. Otherwise, the welding rod may turn red and the flux layer may peel off halfway through the welding process.
2. Choosing based on manipulation method: Small current values are generally used for drag arc method, while slightly higher current values are used for lift arc method. When doing vertical butt welding or vertical angle welding with a Ф4 alkaline electrode, a drag arc method with 120A may be used, whereas the lift arc method can utilize 135A.
5) Choosing welding current based on production experience:
Look at the spatter, the welding current roughly decides the arc force, more spatter means more arc force; less welding current means less arc force, making it hard to distinguish between slag and molten metal.
Look at the weld formation: higher welding current is likely to cause undercutting, with less reinforcement; lower welding current results in a narrow but high weld. Observe the melting state of the electrode: a higher welding current melts the electrode faster, turning it red; a lower welding current might cause sticking.
Impact of Welding Voltage on Welding Performance
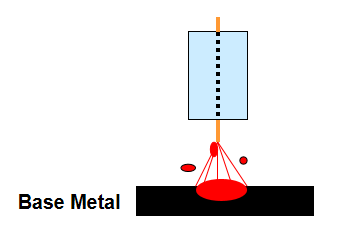
When the voltage is too high:
The arc length increases, spatter particles grow larger, porosity is more likely to occur, the weld bead widens, while the penetration depth and reinforcement decrease.
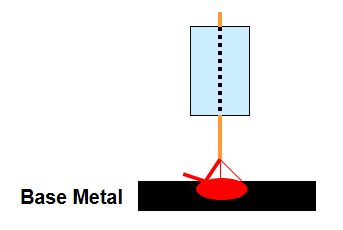
When the voltage is too low:
The welding wire dips into the base material, spattering increases, the weld bead narrows, while the penetration depth and reinforcement increase.
Standard Adjustment
Pre-fabrication is performed according to the reference formula prior to welding.
Trial Welding
Initially, the current is determined.
The voltage level is assessed based on tactile response, sound, and arc stability.
Fine-tuning of voltage is carried out.
Material and Equipment Considerations
Influence of Material Thickness and Type
The thickness and type of base material play a crucial role in determining the appropriate welding parameters, including voltage and current settings.
Material Thickness
When welding thin materials, lower voltage and current settings are required to prevent burn-through and minimize excessive heat input. For thicker materials, higher settings are necessary to ensure adequate penetration and fusion. The increased heat input helps achieve a strong weld joint by allowing the weld to penetrate deeply into the material.
Material Type
Steel generally requires moderate voltage and current settings. For example, mild steel welding typically uses 17-19 volts and 200-250 amperes, depending on thickness. Aluminum, due to its high thermal conductivity, needs higher voltage settings for proper heat distribution. Stainless steel should use lower current settings to avoid overheating and preserve its corrosion-resistant properties.
Electrode Type and Size
The choice of electrode type and size directly affects the welding parameters and overall weld quality.
Electrode Type
Solid wires, often used in Gas Metal Arc Welding (GMAW), need specific voltage and current settings for consistent metal transfer and stable arc characteristics. Flux-cored wires contain flux material that stabilizes the arc and improves weld penetration, requiring different settings than solid wires.
Electrode Size
Smaller electrodes are suitable for thin materials and precise welds, needing lower current settings to prevent excessive heat input. Larger electrodes are ideal for thick materials, allowing higher current settings for deeper penetration and faster deposition rates.
Wire Feed Speed (WFS) and Its Relationship with Welding Current
Wire feed speed is crucial in processes like GMAW because it directly affects the welding current. Higher wire feed speed increases the current, leading to more heat input and faster deposition rates.
Balancing wire feed speed with the correct voltage is essential for maintaining a stable arc and achieving the desired weld bead. An improper balance can result in defects like spatter or poor penetration.
Consulting Welding Procedure Specifications (WPS) and Manufacturer Recommendations
Following established guidelines and manufacturer recommendations ensures optimal welding performance and quality.
Welding Procedure Specifications (WPS)
WPS documents provide standardized welding parameters, such as voltage, current, travel speed, and shielding gas requirements, tailored for specific materials and thicknesses. Following WPS ensures consistent welding processes, leading to high-quality welds and minimizing defects.
Manufacturer Recommendations
Manufacturers offer specific guidelines for setting voltage, current, and other parameters based on the equipment and materials used. Following these recommendations helps achieve the best results and extends the life of the equipment. They also provide compatibility information for different electrodes and wires, ensuring optimal performance and preventing mismatched components.
By considering material thickness, type, electrode specifications, and adhering to WPS and manufacturer guidelines, welders can effectively adjust voltage and current settings to achieve high-quality, consistent welds.
Troubleshooting Common Issues
Identifying Common Welding Problems
Burn-Through
Burn-through happens when too much heat causes the base material to melt completely, forming holes in the weld.
Causes:
Excessive current or voltage.
Inadequate settings for thin materials.
Improper welding speed, often too slow.
Solutions:
Lower current or voltage and choose suitable electrodes for thin materials.
Use a faster travel speed to distribute heat more evenly.
Spatter
Spatter involves molten metal droplets scattering around the weld area, leading to defects and cleanup challenges.
Causes:
Mismatch between voltage and current settings.
Inconsistent arc length or wire feed speed.
Incorrect shielding gas composition.
Solutions:
Slightly increase voltage to stabilize the arc.
Ensure consistent wire feed speed and proper torch distance.
Use a suitable shielding gas, such as a higher argon mixture for Gas Metal Arc Welding (GMAW).
Porosity
Porosity refers to the formation of small gas pockets or voids within the weld, weakening its structural integrity.
Causes:
Contaminants like oil, grease, or rust on the base material.
Insufficient shielding gas coverage or improper flow rate.
Using an excessively long arc exposes the weld pool to air.
Solutions:
Clean the base material thoroughly before welding.
Check shielding gas flow and fix any leaks.
Maintain a consistent and appropriate arc length.
Wire Sticking
Wire sticking happens when the electrode wire adheres to the base material, interrupting the welding process.
Causes:
Low voltage or current settings.
Inconsistent wire feed speed.
Damaged or uneven wire.
Solutions:
Increase voltage and current settings within recommended ranges.
Fine-tune wire feed speed for smooth welding.
Inspect the wire spool for kinks or irregularities and replace if necessary.
Solutions for Correcting Issues
Adjusting Voltage
Too High: Leads to excessive heat, causing undercutting or a shallow weld bead. Lower voltage incrementally and observe the weld bead profile.
Too Low: Causes poor penetration and spatter. Gradually increase voltage until the arc stabilizes and the bead forms correctly.
Adjusting Current
Too High: Creates deep penetration, risking burn-through. Decrease the current and monitor the weld pool size.
Too Low: Results in weak, shallow welds. Increase current to achieve complete penetration and a robust weld joint.
Fine-Tuning Parameters
Arc Length: Maintain a steady distance between the electrode and the base material to avoid instability.
Travel Speed: Balance speed and heat—go slower for thick materials, faster for thin ones.
Wire Feed Speed (WFS): Match WFS to the voltage and current settings to prevent erratic feeding or wire sticking.
By systematically addressing these common issues and making precise adjustments to voltage, current, and other parameters, welders can achieve consistent, high-quality results while minimizing defects.
Frequently Asked Questions
Below are answers to some frequently asked questions:
How do I adjust the voltage and current for MIG welding?
To adjust the voltage and current for MIG welding, you primarily control the wire feed speed (WFS) to set the current and manually set the voltage on the welding machine. Increasing the WFS raises the current, affecting penetration depth and the amount of metal deposited. Voltage adjustments control the arc length and bead width; higher voltage results in a wider, flatter bead, while lower voltage creates a narrower, lumpier bead. Use formulas, such as (U=(0.05I+14)±2V), to estimate appropriate voltage based on current, and make fine adjustments based on visual and auditory cues during welding to achieve optimal weld quality.
What are the effects of voltage and current on the weld seam?
Voltage and current significantly influence the weld seam in welding processes. Welding current primarily affects penetration depth and weld reinforcement; higher current increases penetration and thickness but may lead to burn-through, while lower current can result in lack of fusion or porosity. Voltage controls arc length and bead width, with higher voltage creating a wider, flatter bead and lower voltage producing a narrower, thicker bead. Improper settings can compromise weld quality, causing defects like spatter, porosity, or wire sticking. A balanced adjustment of these parameters ensures optimal weld quality and seam integrity.
How do material thickness and type affect welding voltage and current?
Material thickness and type significantly influence the settings for welding voltage and current. Thicker materials generally require higher amperage to ensure adequate penetration, with a rough guideline suggesting 1 amp per 0.001 inch of thickness. For instance, welding 1/4-inch steel might necessitate around 250 amps. Conversely, thinner materials need lower amperage to prevent burn-through.
Material type also plays a crucial role due to differences in thermal conductivity and melting points. Aluminum, with high thermal conductivity, often requires lower amperage compared to steel to avoid excessive heat input. For example, 1/8-inch aluminum might need 120-140 amps, while the same thickness of steel would require higher amperage. Additionally, voltage settings must be adjusted accordingly; thicker materials typically need higher voltage to maintain arc stability and achieve proper penetration, whereas materials like stainless steel, which require precise control, might use lower voltage settings.
By understanding these factors and consulting Welding Procedure Specifications (WPS), welders can optimize their voltage and current settings for better weld quality and strength.
What is the relationship between wire feed speed and welding current?
The relationship between wire feed speed (WFS) and welding current in Gas Metal Arc Welding (GMAW) is direct and crucial for maintaining a stable welding process. In GMAW, particularly with constant voltage power sources, adjusting the wire feed speed automatically adjusts the welding current. Increasing the wire feed speed increases the welding current, while decreasing the wire feed speed decreases the welding current. This is because the welding machine supplies the necessary current to melt the wire at the rate it is fed. This relationship impacts the metal transfer mode, weld penetration, and bead profile. Higher wire feed speeds lead to higher welding currents, resulting in deeper penetration and possibly changing the transfer mode from globular to spray, depending on the current level and material. Balancing the wire feed rate and burn rate is essential to avoid issues like wire melting back to the contact tip or feeding too quickly into the weld pool.
How do I determine the optimal voltage and current settings for my welding project?
To determine the optimal voltage and current settings for your welding project, start by consulting the Welding Procedure Specifications (WPS) for recommended ranges based on your material and joint configuration. Consider the material thickness and type, as thicker materials generally require higher currents. Select the appropriate electrode type and size, as they have specific operating ranges for current and voltage. In Gas Metal Arc Welding (GMAW), adjust the wire feed speed (WFS) to control the welding current, ensuring it balances with the voltage to maintain arc stability. Perform test welds on scrap material to evaluate and fine-tune the settings, and monitor welding conditions continuously. Use measurement tools to verify the settings and document the optimal parameters for consistency in future welding tasks.
What are the consequences of improper voltage and current settings?
Improper voltage and current settings in welding can significantly impact weld quality and safety. If the voltage is too high, the weld may be too wide and flat with insufficient penetration, leading to weak joints. Conversely, too low voltage results in shallow, narrow welds with poor fusion. Incorrect current settings can cause issues like burn-through, excessive spatter, and poor arc stability. These defects compromise the weld’s structural integrity, leading to potential failures. Additionally, improper settings increase the risk of electric shock and equipment hazards. Ensuring correct voltage and current settings is crucial for producing strong, defect-free welds and maintaining a safe working environment.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Why is choosing the right mixed gas crucial for welding success? This article explores how selecting the appropriate gas mixture can dramatically improve welding quality by refining droplets, reducing splatter,…
Have you ever wondered why welded structures sometimes fail despite their robust appearance? This article dives into the hidden challenges of welding, exploring how uneven heating and cooling can lead…
Ever wondered how skyscrapers stand tall or cars stay welded together? This blog uncovers the magic behind electric welding machines. Learn about top manufacturers like Lincoln Electric and Miller Welds,…
Have you ever wondered which welding equipment brands are leading the industry today? This article explores the top ten welding machine manufacturers, highlighting their innovations, global presence, and unique strengths.…
Have you ever wondered about the hidden dangers behind the bright sparks of welding? In this article, we explore the harmful effects of argon arc welding on the human body.…
Ever wondered what those numbers and letters on welding rods mean? This article demystifies the coding system for carbon and stainless steel welding rods, helping you understand their tensile strength,…
Have you ever wondered how to calculate the consumption of welding rods accurately? In this blog post, we'll explore the methods and formulas used by industry experts to estimate welding…
Welding deformation in stainless steel can lead to significant issues in metal fabrication. The article explores various methods to control and correct these deformations, such as using copper plates, water…
Have you ever wondered how to effectively weld different types of stainless steel? This article dives into the specialized welding methods for martensitic and duplex stainless steel, detailing the challenges…