Die-casting
The process involves using a mold cavity to apply high pressure to molten metal. The molds are typically made of stronger alloys and are similar to those used in injection molding.
Sand Casting
Sand mold casting involves creating a mold using sand. The finished product or wooden model is placed in sand and the sand is filled around the shape of the model. To remove the model before casting metal, the mold is made in two or more parts. The process includes creating holes and vent holes for casting metal and a pouring system. After casting the metal, it remains in place until it solidifies. The mold is destroyed after the parts are taken out, so new molds must be made for each casting piece.
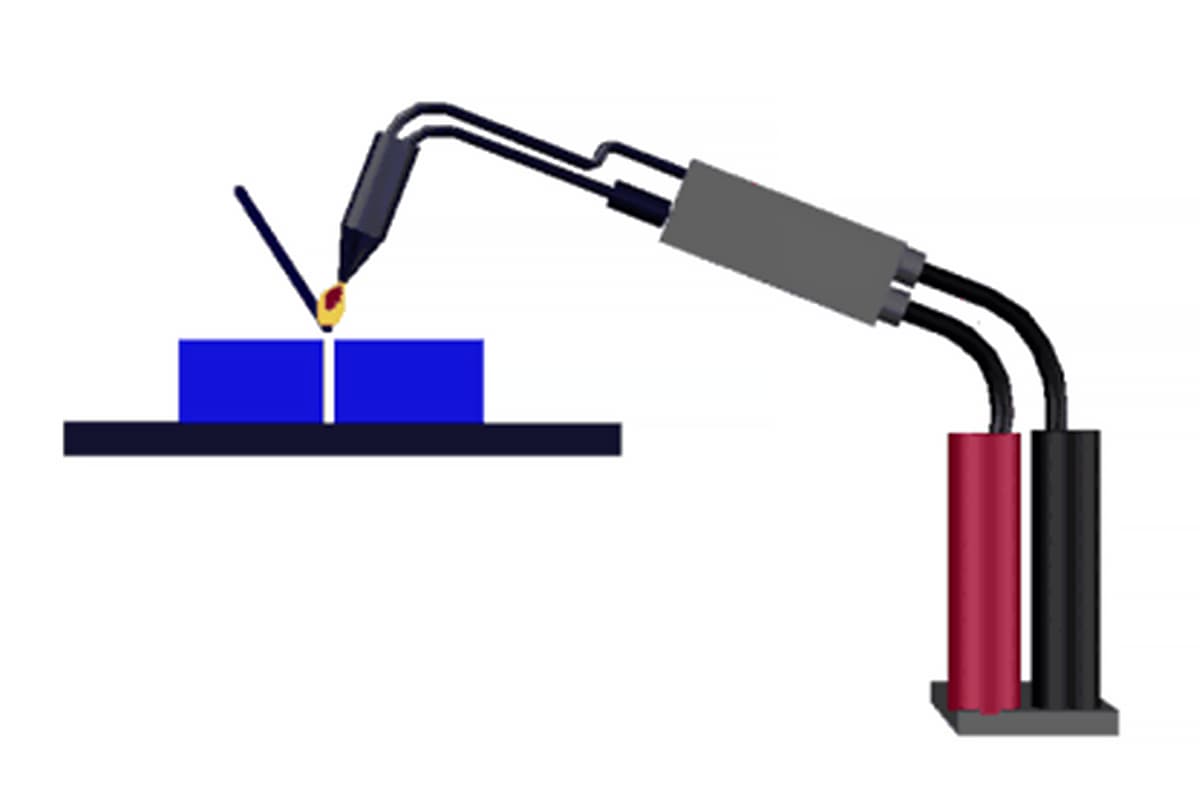
Investment Casting

Lost wax casting, also known as investment casting, involves the following processes: wax injection, wax polishing, dipping, dewaxing, casting liquid metal, and post-treatment.
Lost wax casting starts with a wax mold of the desired part, which is then coated with a loam mold. The loam mold is then baked to form a ceramic mold. The wax mold melts away during the baking process, leaving only the ceramic mold.
A sprue gate is left in the loam mold, through which the molten metal is poured into the mold. After cooling, the final part is produced.
Die Forging
It is the forging method by using mold on special die forging equipment for blank forming. According to different equipment, die forging is divided into hammer die forging, crank press die forging, flat forging machine die forging, friction press die forging, etc. Roll forging is the plastic forming process of the required forging or forging stock for the material under the action of a pair of reverse rotating dies. It is a special form of forming rolling (longitudinal rolling).
Forging

Forging is a fabrication method that involves the use of a forging press to apply pressure on a metal billet, causing plastic deformation and resulting in improved mechanical properties, shape, and size.
Forging is one of the two components of stamping, the other being stamping.
The microstructure is optimized through forging, eliminating defects such as loose casting in the smelting process. This, combined with the preservation of the complete metal streamline, results in forgings with mechanical properties that are generally superior to those of cast parts made of the same material.
Parts subjected to heavy loads and severe working conditions in related machinery are mostly made of forgings, with the exception of simple forms such as rolled sheets, profiles, or welding parts.
Rolling
Calendering, also known as rolling, is the process of forming a metal ingot through the use of a pair of rollers.
If the temperature of the metal exceeds its recrystallization temperature, the process is referred to as hot rolling. If not, it is referred to as cold rolling.
Rolling is the most commonly used method for metal processing.
Pressure Casting
The essence of pressure casting is to fill the die casting mold cavity with liquid or semi-liquid metal at high speed under the effect of high pressure, and to form and solidify the casting parts under pressure.
low-pressure Casting
The casting method involves filling a casting mold with liquid metal, which is then solidified under the action of low-pressure gas.
Low-pressure casting was originally used mainly for the production of aluminum alloy castings, but has since expanded its use to include the production of castings made of high melting point materials such as copper, iron, and steel.
Centrifugal Casting
In centrifugal casting, liquid metal is injected into a high-speed rotating casting mold, where it is filled and formed into casting parts under the action of centrifugal force.
The type of casting mold used in centrifugal casting can vary depending on the shape, size, and volume of production. It can be made of non-metallic materials such as sand, shell, or melting mold shell, metal, or a coating layer or resin sand layer on a metal mold.
Lost Foam Casting

Lost foam casting combines a foam model similar in size to the desired casting parts with paraffin wax to form a model cluster. After painting and drying, the cluster is buried in dry quartz sand and shaped through vibration. The mold is then cast under negative pressure, causing the model to vaporize and the liquid metal to occupy its position, solidifying to form the casting parts.
Lost foam casting is a relatively new process that offers nearly infinite precision.
The process requires no die, no parting surface, or sand core, resulting in castings without flying edges, burrs, or draft angles. This also reduces the size errors caused by the combination of model and core.
Extrusion Casting
Liquid die forging, also known as direct extrusion casting, involves injecting molten metal or semi-solid alloy directly into an exposed mold. The mold is then closed to produce filling flow and shape the outer contours of the piece. High pressure is then applied to create plastic deformation in the solidified metal (shell). The unsolidified metal is subjected to static pressure, solidifying under the influence of high pressure to produce the finished product or blank.
There is also indirect extrusion casting, which involves injecting molten metal or semi-solid alloy into a sealed mold cavity through a punch. High pressure is then applied to solidify the metal under pressure and produce the final workpiece or blank.
Continue Casting
Continuous casting is a casting method where liquid metal is poured continuously at one end into a crystallizer, and the molding material is continuously pulled from the other end.
Drawing

Cold drawing, also known as cold drawing, is a plastic processing method that applies external force to the front end of a metal billet, resulting in the billet being pulled out from the die hole of the blank section to attain the desired product shape and size.
The process is called cold drawing because it is performed in a cold state.
Punching
Stamping is the process of forming workpieces (stamping parts) into the desired shape and size by applying external force to plates, strips, pipes, and profiles. This is achieved through plastic deformation or separation using a pressing machine and die.
Metal Injection Molding
Metal injection molding (MIM) is a new type of powder metallurgy near-net forming technology that has been introduced from the plastic injection molding industry.
It is well known that plastic injection molding is a cheap method for producing a wide range of complex shapes, but the resulting plastic is not very strong. To improve its performance, metal or ceramic powders can be added to the plastic, resulting in high-strength and wear-resistant products.
Recently, the idea has evolved to maximize the content of solid particles, with the binder being completely removed during the subsequent sintering process, resulting in densified forming.
This new powder metallurgy method is known as metal injection molding.
Turning


Lathe processing is a part of machining. Lathe machining primarily involves the use of a lathe tool to turn the workpiece through rotation.
The lathe is mainly used for machining shafts, discs, sleeves, and other workpieces with rotating surfaces, and is the most widely used machine tool in machine manufacturing and repair shops.
Turning machining involves cutting the workpiece by using the rotation of the workpiece relative to the tool on the lathe. The cutting energy is mainly provided by the workpiece rather than the cutter, making turning the most basic and common cutting processing method, with a significant position in production.
Turning is suitable for machining revolving surfaces, and most workpieces with rotating surfaces can be machined by turning, such as inner and outer cylinders, inner and outer cone faces, end faces, grooves, threads, and rotary forming surfaces. The main tool used is the lathe tool.
Milling

Milling involves fixing the blank and using a high-speed milling cutter to move across the surface of the blank and cut out the desired shape and features.
Traditional milling is used for milling contours and grooves.
NC (numerically controlled) milling machines are capable of processing complex shapes and features.
Milling and boring machining centers can be used for three-axis or multi-axis milling and boring processing, and are mainly used for fabrication molds, inspection tools, plates, thin-wall complex curved surfaces, artificial prostheses, blades, and so on.
When selecting an NC milling machine, it is important to fully utilize its advantages and key functions.
Planing

The machining method involves cutting the workpiece using a planer tool in a horizontal, linear reciprocating motion. It is primarily used for contour machining of parts and has a precision of IT9 to IT7, with a surface roughness of 6.3 to 1.6um.
Grinding
Grinding refers to the process of removing excess material from a workpiece using abrasive materials and tools. Grinding is a widely used machining method.
Selective Laser Melting
In a tank filled with metal powders, a high-power carbon dioxide laser controlled by a computer selectively scans the surface of the metal. Where the laser passes, the surface of the metal is completely fused together, while the surrounding powder remains in its original state. The process occurs within a capsule filled with an inert gas.
Selective Laser Sintering

The molding materials processed using infrared lasers are primarily powder-based. The process involves preheating the powder to a temperature just below its melting point, then smoothing it using a cupping stick. The laser selectively sinters the powder according to layered section information controlled by a computer. Once a layer is complete, the next layer is sintered. After sintering is finished, any excess powder is removed, yielding a sintered part. Currently, the most mature process materials are wax and plastic powders, while sintering with metal and ceramic powders is still under investigation.
Metal Deposition

This process is similar to “squeeze casting,” but instead uses metal powder that is ejected. The nozzle also provides high-powered laser and inert gas protection during the extrusion of metal powder. This method is not limited by the size of the metal powder container and can produce larger components directly. It is also suitable for repairing locally damaged precision parts.
Roll Forming
The roll forming method involves using a series of continuous frames to shape stainless steel into complex forms.
The rolls are arranged in a specific order to continuously deform the metal until the desired final shape is achieved.
For complex shapes, up to 36 frames may be required, while simple shapes can be achieved with just 3-4 frames.
Die Forging

The die is utilized in specialized die forging equipment to form a blank and produce forgings.
The forgings produced through this process are characterized by their precision in size, minimal machining allowance, complex structure, and high productivity.
Die Cutting
This technology falls under the category of blanking.
The preformed film is placed on the male die of the punch press, which uses a compound die to remove excess material and preserve the 3D shape of the product, ensuring a proper fit with the mold cavity.
Mold Cutting
This technology pertains to blanking using a cutting die.
The thin film panel or line is positioned on the base plate and the die is secured to the machine template mold. The machine then uses its power to control the blade and cut off the material.
What sets it apart from punching die technology is the smoother cut it produces. Additionally, it allows for adjustments to the cutting pressure to produce indentations, half-cut effects, and other desired outcomes.
This technology also offers the benefits of low-cost mold production, making it more convenient, safe, and fast.


I really appreciate it that you mentioned that while mold cutting is basically blanking using a cutting die, the cuts it makes is smoother and faster. Should my dad go into a metal forming business, it would be good if he starts offering excellent mold cutting service first because it works best with pre-cut template molds that clients could provide. This would surely make easy profits because this is most the convenient and safest way to form metal for local industrial clients. Thank you for explaining this method well!
Glad to know that this article can be helpful for your father’s business. We’ll keep posting good articles like this.
it was really great
Every instance of technology type number 19 has been misspelled!
It should be “planing” (from the verb “to plane”), as opposed to “planning” which is something one does prior to and in preparation for performing a complex task (from the verb “to plan”). Although I describe this as a spelling error, it becomes an unintentional usage error since the result of the error is actually a different word. Therefore is will not be flagged by a spellchecking utility. Such an error is much more complicated for software to identify.
The fact that this metal forming technology uses a machine called a planer (as opposed to a planner) is a clue that the progressive form of this verb is also spelled with a single “n”.
Of course, the most obvious clue is the spelling of the verb itself. The spelling rule that involves doubling the final consonant before adding suffixes can only apply if the word actually ends with a consonant. I suppose I should point out the obvious and state that the verb “to plane” does not end with a consonant.
Hi Jonny, thank you very much for pointing out the spelling mistake in the article, we have made changes.
Excellent! Very quick response time. This inspires confidence in your business.
Thanks, if you find any other mistakes in our article, we welcome your correction, and we appreciate it.
After that error “jumped out” at me, I decided to read through a bit of this site. It only took a moment to realize the content was not written by a native English speaker.
Most of the content is basically intelligible, but the writing is riddled with minor errors, peculiar syntax and unfamiliar constructions. And it is not necessarily easy to understand or feel confident in the accuracy of ones understanding.
English is a very difficult language that few can master after childhood. It is easy to overlook and excuse linguistic errors for such a hard language as long as one can understand the material.
Yes, it’s not from a native English speaker, English is our second language. We also want to make all the articles with correct words, just not that easy for us. Do you have any suggestions?